Artigos
A QUE SE PROPÕEM OS ELEMENTOS DE FIXAÇÃO E COMO UTILIZÁ-LOS NUM MODERNO PARQUE INDUSTRIAL - PARTE III (FINAL)
Esta edição marca a terceira e última parte do estudo de autoria do Roberto Garcia, consultor e doutor em físico-química pela Universidade Estadual Paulista
Nas edições anteriores da Revista do Parafuso, RP65 (Ago./Set. 2017) e RP66 (Out./Nov. 2017), foram abordados o que são os elementos de fixação, com particular ênfase em parafusos; o conceito de esforço combinado; as exigências normalizadas e os quesitos de desempenho; e para retomar deste ponto, reproduzo a figura 9, que sumariza todas estas propriedades.
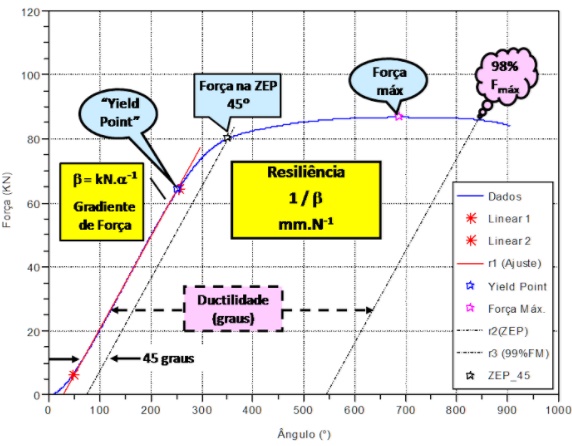
Figura 9 - Gráfico mostrando as propriedades fundamentais de um parafuso, visando atender aos quesitos de desemprenho e, desta forma, considerando-se o esforço combinado.
Para o citado parafuso M12 1,75, na classe de resistência 12.9, temos os seguintes valores para as diversas propriedades:
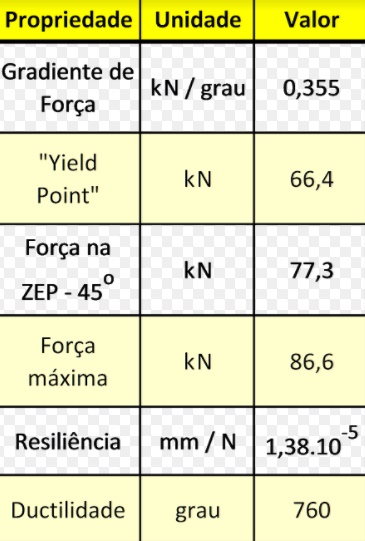 Os valores acima listados nos indicam as principais propriedades que se obtém de um parafuso, considerando o esforço combinado, ou seja, a real capacidade de geração de força que o mesmo nos disponibiliza, para aplicações especificas.
Os valores acima listados nos indicam as principais propriedades que se obtém de um parafuso, considerando o esforço combinado, ou seja, a real capacidade de geração de força que o mesmo nos disponibiliza, para aplicações especificas.
Faz-se necessário uma breve explanação inerente a cada propriedade.
O gradiente de força nos revela o quanto de força tensora é gerado, num aperto por deslocamento angular de um grau, ou seja, ao girar o parafuso um grau, temos 0,335 k N de força.
O “Yield Point”, [ LE ] no valor de 66,4 k N, revela o limite elástico do parafuso. Até este valor, o parafuso se comporta como uma mola de “rate” constante.
Se ultrapassarmos o Limite de Escoamento [ LE ], 45 graus adentro da zona elasto-plástica ( ZEP 45 ) será gerada uma força de 77,3 kN, 16 % maior em relação ao LE. Na zona elasto-plástica o parafuso continua a se comportar como uma mola, mas como já há uma pequena deformação permanente, o “rate” agora é variável, à semelhança do que ocorre numa mola cônica.
A máxima força gerada é da ordem de 86,6 k N. A partir deste valor a força começa a diminuir, indicando que as deformações geradas são maiores e permanentes, levando à estricção e ruptura do parafuso.
A resiliência, expressa em mm / N, nos quantifica o limite elástico do parafuso, quer dizer que, para cada N (Newton) -5 de força aplicada há uma deformação elástica de 1,38.10 mm, que é igual a 0,0138 m (micronsmetro).
Finalmente, a propriedade Ductilidade, que no exemplo em questão é de 760 graus, nos informa que a estricção do parafuso só ocorrerá após avançarmos (no processo de aperto) 2,11 voltas após o LE, e este é o limite de utilização do parafuso.
Após ter discorrido sobre a capacidade de geração de força de um parafuso, a partir das diversas classes de resistência, uma nova abordagem será apresentada, agora do ponto de vista da Manufatura, onde o parâmetro sob controle é o Torque, cuja dimensão no SI – Sistema Internacional de Unidades, é Nm (Newton-metro). Convém salientar que Torque tem grandeza de Energia e 1 Nm equivale a 1 J (Joule).
Do ponto de vista de processos de aperto, a figura 10 relaciona algumas propriedades, tais como gradiente de torque, “Torque to Failure” que é o torque vinculado ao Limite de Escoamento, os valores de torque para 75 % do “Yield Point”, condição conservadora e adotada como uma referência para apertos na zona elástica do parafuso; e o torque na ZEP-45, condição super-arrojada, pois é a condição onde se utiliza plenamente a capacidade de geração de força do parafuso, avançando-se 45 graus após o Limite de Escoamento. 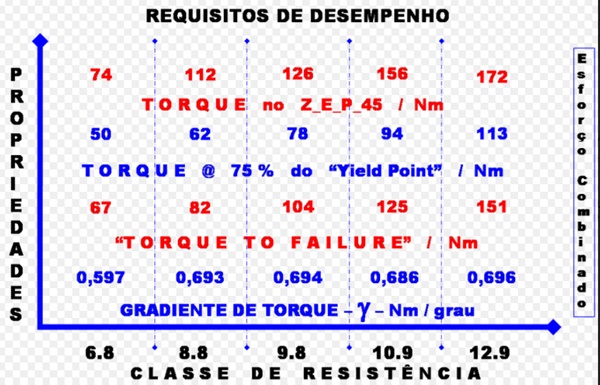
Figura 10 - Figura mostrando os valores de gradiente de torque e do diversos parâmetros (“Yield Point”, 75 % do “Yield” e na condição ZEP-45), para as classes de resistência desde 6.8 (sem tratamento térmico) até 12.9.
Fixando-se na classe de resistência 12.9, temos que o gradiente de torque é da ordem de 0,696 Nm/grau, ou seja, para girar um grau de aperto, consome-se uma Energia de 0,696 J e gera-se uma força de 0,335 k N (o gradiente de força, anteriormente citado).
Analogamente, são necessários 151 Nm para atingir o Limite de Escoamento (66,4 k N) e se arrojadamente apertarmos na zona elasto-plástica, obtém-se 77,3 k N, consumindo uma Energia de 172 J. No conceito conservador, consome-se uma Energia de 113 J para obterse uma força de 49,8 kN (75 % do “Yield Point”).
Considerando todas as classes de resistência, e consolidando todas as Curvas, na Figura 11 são mostrados os valores de Torque e de Força. É importante ressaltar que a relação entre o Torque e a Força, em relação ao Ângulo de aperto, o comportamento é idêntico, diferindo apenas nos valores. Os pontos de inflexão das citadas Curvas referem-se ao “Torque to Failure”, que correspondem ao Limite de Escoamento (“Yield Point”).
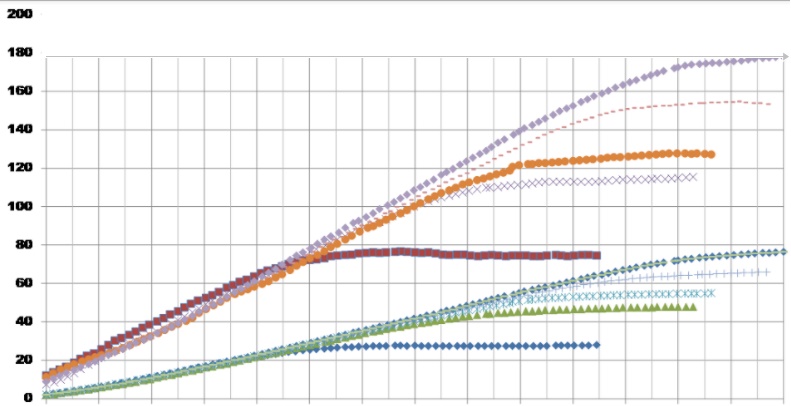 Figura 11 - Consolidação de todas as Curvas “Torque & Força”, em função do Ângulo de Aperto, para todas as classes de resistência, desde 6.8 até 12.9, para um mesmo material e revestimento.
Figura 11 - Consolidação de todas as Curvas “Torque & Força”, em função do Ângulo de Aperto, para todas as classes de resistência, desde 6.8 até 12.9, para um mesmo material e revestimento.
A partir da figura 11 é possível detalhar o comportamento do Parafuso, com relação à sua capacidade de geração de força e do torque necessário, considerando cada classe de resistência e, desta forma, elaborar Tabelas, comparando os diversos aspectos envolvidos.
Na Tabela 1, a premissa é um aperto na condição conservadora, isto é, almeja-se atingir 75 % do Limite de Escoamento do parafuso.
Para efeito de comparação entre as diversas classes de resistência, foram anotados os valores de força tensora para um Pré-Torque ( fixo ) de 30 Nm, o Torque necessário para atingir a força tensora inerente aos 75 % do Limite de Escoamento e o intervalo de ângulo ( Dx ), entre o Pré- Torque ( 30 Nm ) e o Torque Resultante.
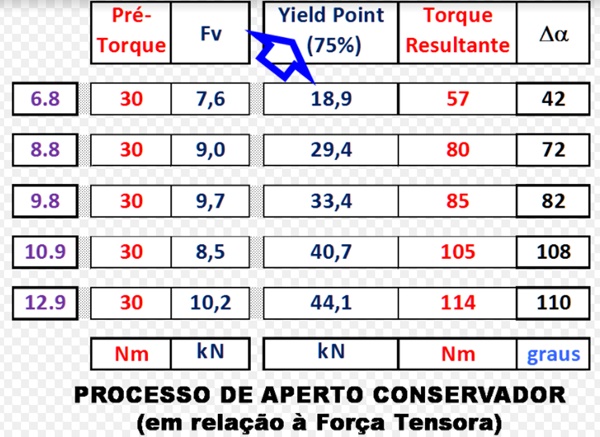
Tabela 1 - Condição consevadora, 75% do "Yeld Point"
Na Tabela 2, a premissa é um aperto no Limite de Escoamento, ou seja, na condição ( limite ) onde o parafuso atua como uma mola de “rate” constante. Como é pouco usual, esta condição pode ser classificada de arrojada.
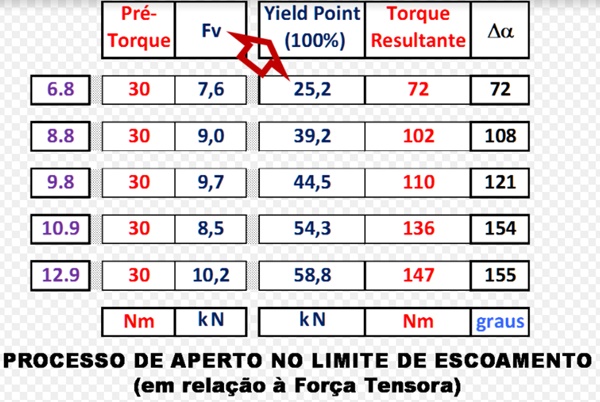
Tabela 2 - Condição arrojada, 100 % do “Yield Point”.
Na tabela 3, a premissa agora é um aperto extremamente arrojado, onde a intenção é extrair uma elevada força tensora do parafuso, sem quaisquer riscos de estricção e de ruptura do mesmo. Nesta condição, a propriedade Ductilidade é de fundamental importância (e não é um requisito normalizado).
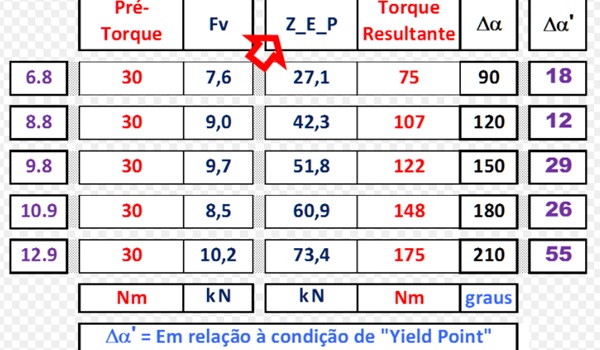
Tabela 3 - Condição super-arrojada, adentrando-se 45 graus além do “Yield Point” ( ZEP 45 ).
Nestas três edições da Revista do Parafuso abordou-se a capacidade de geração de força de um parafuso, em função da classe de resistência e utilizando a variável Torque, medida usual em processos de Manufatura, associou-se a Energia necessária para a obtenção de três níveis de Força: i) conservadora, ii) arrojada e iii) superarrojada.
Na condição conservadora, apertadeiras pneumáticas são suficientemente confiáveis. Nas demais condições, é mandatória a utilização de apertadeiras eletro-eletrônicas que, afortunadamente, é uma realidade no nosso moderno parque industrial.
Assim sendo, como os investimentos já foram efetuados, a não utilização adequada das apertadeiras eletroeletrônicas é um desserviço.
Pelo exposto, os dados mostram que é possível extrair uma maior força tensora do parafuso, o que também permitirá uma redefinição de torque, da força tensora e até mesmo da bitola e/ou classe de resistência, buscando otimizar os recursos disponíveis como melhoria contínua em qualidade e até um possível redução de custo.
Sumarizando o que foi apresentado, temos que:
É Fundamental conhecer a capacidade de geração de força do parafuso. A classe de resistência é uma escala apropriada para tal conhecimento.
Quanto maior a classe de resistência, maior a capacidade de geração de força pelo elemento de fixação. Também é uma escala de tensões residuais.
Requisitos normalizados são fundamentais para assegurar a qualidade dos elementos de fixação.
Quesitos de desempenho estão associados às necessidades do uso e/ou aplicação dos respectivos elementos de fixação.
Existe uma clara relação entre Força – Torque – Ângulo de Aperto, que respeita a escala inerente à classe de resistência.
Harmonizando o conceito de classe de resistência com um processo de aperto envolvendo um Pré-Torque e um Ângulo de Deslocamento, e com atitude arrojada, é possível exaurir a capacidade de geração de força de um elemento de fixação.
Finalizando, é impossível um trabalho deste porte ser atribuído a uma única pessoa. Muito pelo contrário, toda uma equipe esteve envolvida, desde o planejamento até a execução dos testes.
A todos (e são muitos), o meu profundo respeito pelo profissionalismo e sinceros agradecimentos pelos esforços e dedicação prestados e à Metaltork por apoiar a iniciativa.
Dr. Roberto Garcia
Consultor técnico, bacharel em química, mestre e doutor em físico-química pela Universidade Estadual Paulista - UNESP
 Edições on-line
Edições on-line 







 Edição 104
Edição 104