Artigos
Método de checagem, auditoria de torque
Formas adequadas para auditoria de torque, detecção de erros no processo e comportamento da junta após o aperto
 Especialista em juntas aparafusadas, comportamento das juntas após o aperto e controle estatístico do processo. Após mais de 23 anos de experiência no ramo automobilístico, o autor demonstra estar convencido que o sistema de aperto é benéfico para empresas que buscam garantir a redução de custos e retrabalhos, de maneira segura e com rastreabilidade em seus processos de montagem que envolve a fixação por meio de fixadores metálicos. (Foto - Júnior Cesar Silva)
Especialista em juntas aparafusadas, comportamento das juntas após o aperto e controle estatístico do processo. Após mais de 23 anos de experiência no ramo automobilístico, o autor demonstra estar convencido que o sistema de aperto é benéfico para empresas que buscam garantir a redução de custos e retrabalhos, de maneira segura e com rastreabilidade em seus processos de montagem que envolve a fixação por meio de fixadores metálicos. (Foto - Júnior Cesar Silva)
Introdução
Temos várias formas de avaliar uma junta aparafusada, e neste artigo vamos falar de duas delas para avaliar as condições de uma junta aparafusada: torque estático e torque dinâmico.
• Torque estático
Usa-se torquímetros digitais dotados de transdutor e giroscópio. Este método realiza o estudo para levantar o comportamento da junta após o aperto; método pico que é o mais usado pelas montadoras; aplica-se o torque para girar o parafuso mais além, e mede o torque no ponto onde o parafuso começa a se mover.
• Torque dinâmico
Menos usado por montadoras devido ao custo mais alto, este usa um transdutor externo rotativo onde é acoplado no eixo da ferramenta e ao produto a ser auditado, onde se faz a leitura do que a ferramenta está entregando e o que a junta está recebendo no tempo real do aperto. Qual o melhor a se adotar no seu processo?
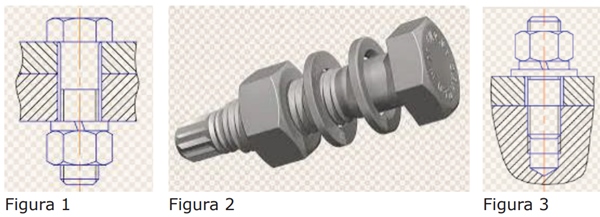
Conhecendo uma junta aparafusada
Juntas aparafusadas são 92,4% do processo das montadoras, muito aplicadas em junções mecânicas com o objetivo de unir e/ou fixar peças. É uma solução de projeto responsável por quase todos os sistemas que requerem uma posterior desmontagem.
As orientações para um processo de aperto numa junta aparafusada são de natureza geral, e não são necessariamente específicas a uma determinada indústria.
1. Use torquímetro, máquinas eletrônicas, máquinas elétricas, todos calibrados;
2. Especifique o torque de aperto correto;
3. Especifique uma sequência de aperto;
4. Tenha cuidado com o uso de arruelas simples;
5. Parafuso com cabeça flangeada;
6. Gaxetas;
7.Encravamento.
Basicamente, todas as uniões serão feitas com parafuso e porca e ou União através de parafuso com furo cego
Checagem torque estático
Apertar uma junta adequadamente é um passo fundamental para assegurar a qualidade de um processo de produção que, ao final, há um passo crucial que precisa ser feito para um sistema de controle de qualidade completo: a medição do torque residual, escolher a estratégia de aperto correta assegura que a junta foi apertada na especificação.
Mas o que acontece na junta após o aperto permanece desconhecido. Quanto da pré-carga aplicada foi deixada dentro da junta?
Para avaliar o torque residual na junta é preciso uma ferramenta – por exemplo, uma chave de torque digital – que possui uma ou mais estratégias de verificação de torque residual. Os dados devem ser rastreados em um banco de dados com um programa de gerenciamento produzindo análise estatística e relatórios, evitando erros com controle estatístico de processos.
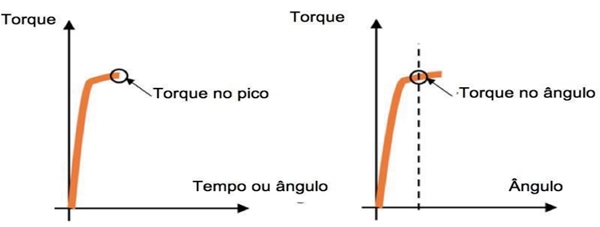
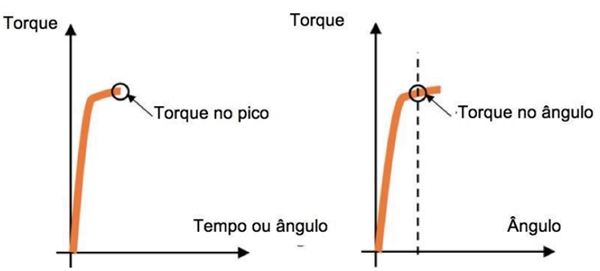
Torque pico
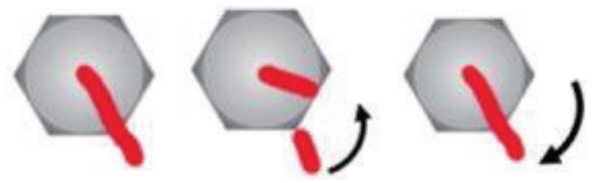
Método preferido para a medição do torque residual. Com essa estratégia uma chave de torque digital aplica torque para girar o parafuso mais além, e mede o torque no ponto onde o parafuso começa a se mover.
Em alguns casos, por exemplo, quando há uma queda de cola que trava o parafuso o desengate não coincide com o torque residual. De fato, um torque maior é exigido para quebrar a cola, ou para vencer a fricção devido presença de ferrugem na junta. Então, o torque cai para voltar a subir com a rotação.
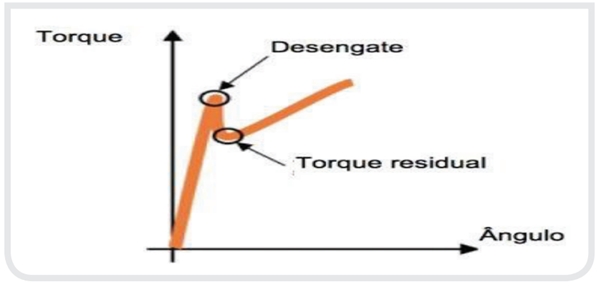
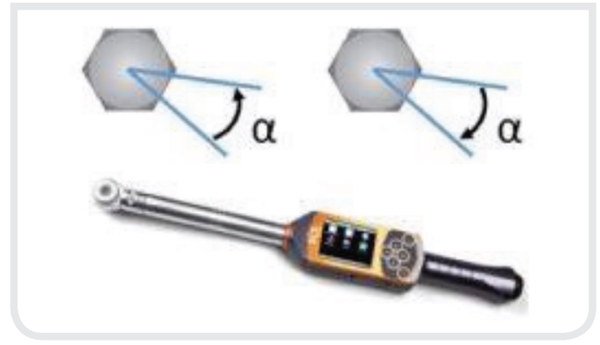
Para realizar esse teste, a chave de torque digital deve ser equipada com um sensor de torque e um giroscópio para medição do ângulo, com um algoritmo de reconhecimento automático do desengate e torque residual em ambos os casos mostrados acima.
Alguns modelos de chave oferecem estratégias para detecção de torque residual usando um algoritmo de torque/tempo ao invés de torque/ângulo. A medição obtida com essa metodologia é influenciada pela ação do operador e por isso, é menos objetiva, menos repetível e menos confiável.
Antes do desenvolvimento de métodos e chaves de torque digital inteligentes, o desengate no pico ou no ângulo, fornecia uma medição válida, mas menos objetiva que o reconhecimento automático.
De fato, o pico de torque é influenciado pelo operador, enquanto o torque/ângulo exige um conhecimento preciso da mecânica da junta e confi guração dos parâmetros corretos do teste:
Afrouxamento – aperto
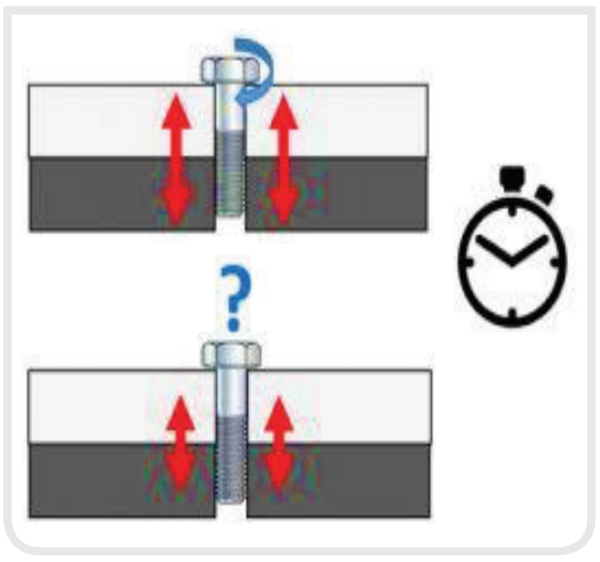
Medir o torque residual pelo método de desengate implica um possível sobre aperto da junta sob teste, mesmo se, em geral, o torque residual for menor que o torque de aperto é provável que o teste do torque residual não exceda o valor nominal.
Para evitar o risco de sobre aperto, ou em aplicações especiais com parafusos muito grandes, é preferível usar o método de afrouxamento-aperto: afrouxar o acoplamento em poucos graus (por exemplo, 10, mas vai depender da característica de torque/ângulo da junta), e detectar se o torque no parafuso voltou à posição original.
No passado, a posição do parafuso era traçada com um marcador, antes de realizar o teste manualmente.
Hoje, chaves de torque digital modernas com giroscópio oferecem essa estratégia muito mais fácil para o operador.
Verificação do torque mínimo
Alguns fabricantes de veículos reapertam parafusos já apertados com uma chave de catraca. Se a chave faz um clique sem rotação significa que a junta não perdeu a força de aperto após a operação de aperto.
Esse método fornece apenas um resultado OK – NOK, não medindo (e não rastreando), o valor do torque residual. Além disso, ao usar uma chave de catraca, há sempre o risco de produzir um sobre aperto durante tal operação.
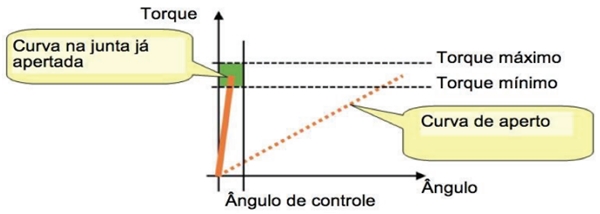
Com uma chave de torque digital com um giroscópio é possível realizar uma verificação rápida do aperto, (não a medição do torque residual), aplicando o torque e verificando o alcance a certo valor (tipicamente, o torque de aperto mínimo), dentro de certa rotação de ângulo (tipicamente muito pequena). Dessa forma, o controle é rápido e automático, e um possível sobre aperto pode ser detectado diretamente da chave de torque.
Torque dinâmico
É o valor pico de torque medido em tempo real em apertadeira (elétrica-eletrônica) com controle de torque durante a operação de aperto. Os valores de torque obtidos são registrados eletronicamente na apeadeira.
Como checar o torque dinâmico
Para checar o torque dinâmico é necessário um transdutor de torque para fazer a leitura em tempo real, onde a leitura irá mostrar o que a ferramenta está entregando a junta e o que a junta está recebendo. Não é correto usar os dados que as máquinas registram em seus bancos de dados para cálculo de culpabilidade do processo, isto não é uma regra pois algumas indústrias usam estes dados.
O torque dinâmico após seu aperto não pode ser checado, só monitorado.
Conclusão
Para se obter a culpabilidade do processo e colocá-lo mais robusto, a escolha de uma carta de controle ideal (X-R, X-S, X-Am) são as mais usadas pelas empresas para o seu processo; um bom sistema de gestão de dados técnicos de análise das não conformidades sobre os dados encontrados nas auditorias, eliminando assim as causas especiais e conhecer as causas comuns do processo. A checagem com o torque estático é o mais indicado, não descartando a checagem com o torque dinâmico, pois, algumas empresas adotam essa auditoria e conseguem uma boa capabilidade no processo.
Eng. Júnior Cesar Silva
 Edições on-line
Edições on-line 







 Edição 103
Edição 103