Artigos
Análise teórica de tensões distribuidas em carcaça de matriz de forjamento a frio - Parte I
Com atuação há mais de 17 anos na indústria de fixadores, 15 deles na Acument Brasil, o autor avalia a interferência necessária na montagem do conjunto-matriz em forjamento a frio de um determinado produto
Resumo
 Forjamento é um processo de conformação mecânica onde a geometria do produto é obtida através de martelamento ou aplicação gradual de pressão, sendo desenvolvido em matriz aberta ou fechada e classificado quanto à temperatura empregada no processo, sendo a frio, a morno ou a quente. Durante o processo de forja a frio em matriz fechada, cargas suficientemente elevadas são aplicadas ao material de partida, deformando-o plasticamente para conferir-lhe a geometria desejada. Em função das cargas oferecidas, a matriz de forjamento experimenta altas pressões internas que podem levá-la a falha prematura. Para aumentar a resistência da ferramenta é utilizado então um encarcaçamento por ajuste de interferência, tal montagem gera pressões de contato responsáveis pela resposta às tensões de forjamento. Porém as tensões radial e tangencial desenvolvidas na interface de montagem do conjunto, ao passo que aumenta a resistência da matriz, torna a carcaça perigosa, com risco iminente de ruptura. Este artigo propõe o estudo da interferência necessária na montagem do conjunto-matriz no processo de forjamento a frio de um determinado produto, estabelecendo a pressão de contato resultante na interface matriz-carcaça, os valores das tensões radial e tangencial, e os fatores de segurança oferecidos em cada diâmetro equivalente através da espessura da parede da carcaça. Os cálculos desenvolvidos são baseados na teoria de Lamé para cilindros de parede grossa, que considera a distribuição de tensão ao longo da parede como não uniforme. Os valores calculados foram comparados com dados obtidos a partir de simulação por meio de FEA. Através de análise, se observa que as tensões desenvolvidas são máximas com magnitude de 1200 e -900 MPa no diâmetro equivalente ao furo da carcaça e mínimas com valores na ordem de 270 e 0 MPa em seu diâmetro externo. Já para os fatores de segurança, um comportamento inverso foi notado com valores de 0,69 e 4,91, respectivamente.(Foto - Genival Gonçalvez Santos)
Forjamento é um processo de conformação mecânica onde a geometria do produto é obtida através de martelamento ou aplicação gradual de pressão, sendo desenvolvido em matriz aberta ou fechada e classificado quanto à temperatura empregada no processo, sendo a frio, a morno ou a quente. Durante o processo de forja a frio em matriz fechada, cargas suficientemente elevadas são aplicadas ao material de partida, deformando-o plasticamente para conferir-lhe a geometria desejada. Em função das cargas oferecidas, a matriz de forjamento experimenta altas pressões internas que podem levá-la a falha prematura. Para aumentar a resistência da ferramenta é utilizado então um encarcaçamento por ajuste de interferência, tal montagem gera pressões de contato responsáveis pela resposta às tensões de forjamento. Porém as tensões radial e tangencial desenvolvidas na interface de montagem do conjunto, ao passo que aumenta a resistência da matriz, torna a carcaça perigosa, com risco iminente de ruptura. Este artigo propõe o estudo da interferência necessária na montagem do conjunto-matriz no processo de forjamento a frio de um determinado produto, estabelecendo a pressão de contato resultante na interface matriz-carcaça, os valores das tensões radial e tangencial, e os fatores de segurança oferecidos em cada diâmetro equivalente através da espessura da parede da carcaça. Os cálculos desenvolvidos são baseados na teoria de Lamé para cilindros de parede grossa, que considera a distribuição de tensão ao longo da parede como não uniforme. Os valores calculados foram comparados com dados obtidos a partir de simulação por meio de FEA. Através de análise, se observa que as tensões desenvolvidas são máximas com magnitude de 1200 e -900 MPa no diâmetro equivalente ao furo da carcaça e mínimas com valores na ordem de 270 e 0 MPa em seu diâmetro externo. Já para os fatores de segurança, um comportamento inverso foi notado com valores de 0,69 e 4,91, respectivamente.(Foto - Genival Gonçalvez Santos)
Introdução
No processo de forjamento a frio confi nado, a matriz é responsável por conferir a geometria e dimensões do produto. No caso da fabricação de uma bucha cilíndrica por exemplo, a deformação do blank ocorre na cavidade da matriz, que por sua vez é montada sob ajuste de interferência em carcaça para reforço de sua estrutura. Tal montagem gera pressões de contato responsáveis pela resposta ao processo de forjamento.
Tanto a matriz quanto a carcaça, experimentam tensões radiais e tangenciais oriundas da carga aplicada no forjamento da bucha e da montagem por ajuste de interferência; A tensão equivalente, neste caso, pode alcançar níveis críticos a ponto de superar o limite elástico do material, propiciando a deformação plástica ou mesmo a ruptura de forma catastrófica da ferramenta.
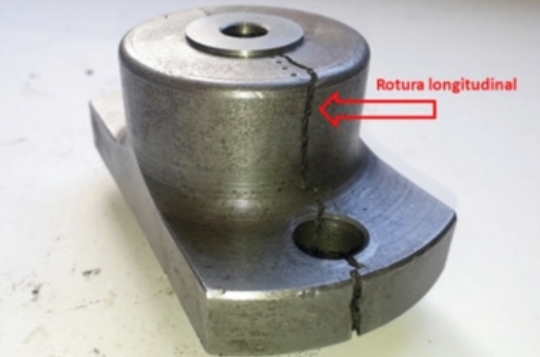
Figura 1: carcaça fraturada, utilizada em forjamento a frio (cortesia Nutep, 2019)
Conformação Mecânica
Processos de conformação mecânica alteram a geometria do material de partida por meio de ferramentas e equipamentos que aplicam cargas suficientemente elevadas, possibilitando a deformação plástica do material, imprimindo-lhe a geometria desejada.
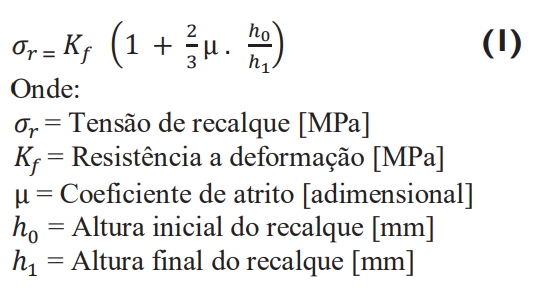
Suski (2015, p. 45) apresenta equações que definem tensões em alguns processos de conformação mecânica, a eq. (1) representa a tensão de deformação no recalque de forjado a frio de seção cilíndrica
Matriz de forjamento
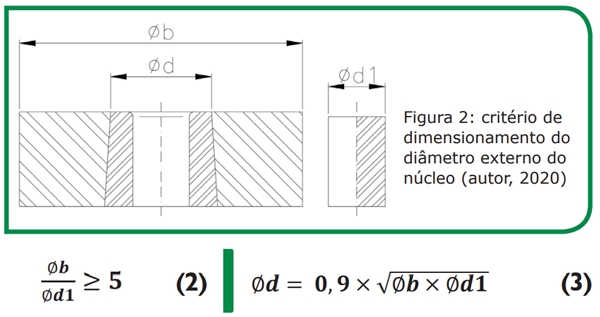
Diversos autores sugerem o uso de matriz simples, sem encarcaçamento, para pressão interna inferior a 900 MPa. Considerando a praticidade e economia na substituição de um pequeno núcleo, neste artigo será adotado matriz encarcaçada com um anel de contração, com seu diâmetro externo (øb), limitado por condições de projeto de máquina em 130,18 mm.
O dimensionamento do diâmetro externo do núcleo (ød) segue o apresentado por Button (1999, p. 75), considerando a satisfação do critério de relação diametral entre o diâmetro externo da carcaça (øb) e o diâmetro do forjado (ød1). É permissível variação de ± 5% no diâmetro externo do núcleo sem nenhuma influência negativa no desempenho da ferramenta.
Montagem por ajuste de interferência
Quando dois elementos cilíndricos são montados por meio de ajuste de interferência é gerada uma pressão de contato entre ambos.
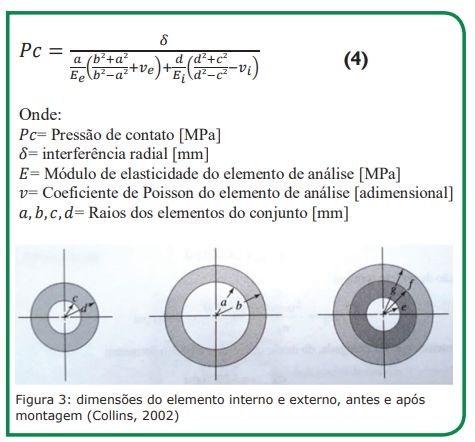
A pressão de contato ou interfacial é resultado da variação radial entre o elemento interno e o elemento externo. Considerando a montagem ilustrada na "fig. 3", o raio externo do elemento interno é ligeiramente maior que o raio interno do elemento externo, criando uma interferência de montagem no conjunto. Os subscritos " e " e " i " indicam o elemento externo e interno respectivamente (Budynas, R. G. Nisbett, J. K. 2011).
Definição da interferência de montagem
Juvinall (1967, p. 129) sugere que a interferência pode ser calculada em função da pressão de trabalho ou pressão interna do conjunto (Pi). Com base na "fig. 3", considerando ainda que o raio interno "a" do elemento externo seja desconhecido, a interferência radial na montagem é:

Assim, é sensato admitir o raio interno do elemento externo como sendo:

Variação radial em função da pressão interna
De acordo com Braga (2019, p.37), um cilindro pressurizado apresenta deformações provenientes da pressão de operação. Considerando a figura 3 e assumindo que o elemento interno (após montagem), esteja submetido a uma pressão interna " Pi ", seu raio externo sofrerá deformações oriundas desta pressão, o que acarretará o surgimento de uma interferência adicional ao conjunto.
A expansão do raio externo do elemento interno pode ser aproximada pela eq. (7).
TEORIA DE LAMÉ PARA CILINDROS DE PAREDE GROSSA
Gabriel Lamé, em 1833, foi o responsável pelo estudo das tensões tangencial e radial em um ponto qualquer em função das pressões interna e externa e das condições geométricas em um cilindro de parede grossa (Singer, 1977).
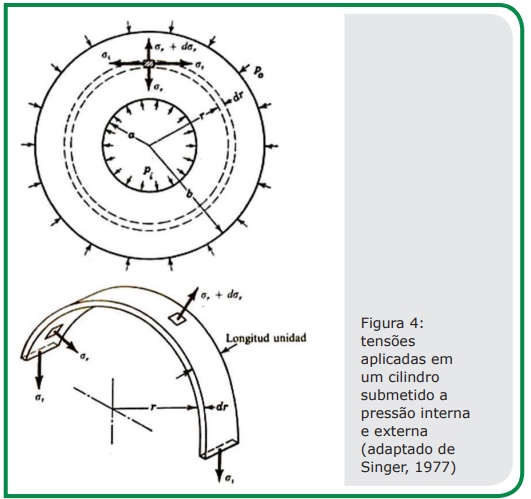
Ainda baseado na teoria de Lamé, Collins (2002, p. 326) e Juvinall (1967, p. 117) apresentam as equações das tensões principais (tangencial e radial) desenvolvidas em um cilindro de parede grossa como na figura 4.
Como de praxe, as tensões com valores positivos indicam tração, enquanto valores negativos indicam compressão.
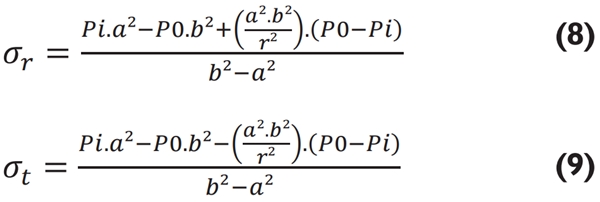
Considerando os materiais de análise como homogêneos e isotrópicos, as tensões principais são dadas por:
TEORIA DE FALHAS
Componentes mecânicos tendem a falhar durante sua vida. Tal perda de função pode estar associada a eventos como distorção, deformação permanente, fendilhamento e rompimento. (Budynas, R. G. Nisbett, J. K. 2011).
Norton (2003, p. 244) afirma que, de forma geral, materiais dúcteis e isotrópicos quando submetidos a carregamento estático são limitados pelas suas tensões de cisalhamento, enquanto materiais frágeis são regidos pela tensão normal (havendo exceções devido a transição dúctil-frágil). Tal situação mostra que para cada tipo de material é necessária uma análise específica, e que a correta defi nição do critério de falha influencia no resultado final.
O autor define, ainda, materiais dúcteis como sendo aqueles que apresentam percentual de elongação até a ruptura maior que 5%.
Atualmente existem várias teorias de falhas, tanto para materiais dúcteis como materiais frágeis, onde na análise de um material dúctil o critério de falha geralmente adotado é o escoamento, enquanto no caso de materiais frágeis o critério é a ruptura.
Este artigo se limita ao estudo de falhas de materiais dúcteis sob carregamento estático, destacando a teoria de von Mises, por ser uma das mais difundidas.
Genival Gonçalves Santos
Técnico mecânico, graduando em engenharia mecânica 1Faculdade UNA (Contagem, MG), o autor atua há mais de 17 anos na indústria de fixadores, 15 deles na Acument Brasil Sistemas de Fixação S.A., especificamente na planta industrial de Contagem, MG. Nessa empresa ele acumulou 11 anos de trabalho em ferramentaria, com produção e montagem de matrizes para fabricação de fixadores.
genivalgoncalves@hotmail.com
A segunda parte deste artigo será publicada em nossa próxima edição.
 Edições on-line
Edições on-line 







 Edição 102
Edição 102