Artigos
Uma nova visão de como apertar um parafuso, utilizando as modernas ferramentas disponíveis – Parte 1
Estudo faz um tour em artigos anteriores orbitando processos de fixação e suas propriedades
 Desde a primeira publicação em 2008 nesta Revista do Parafuso do artigo “Torque e processos de Torque” o autor vem buscando aprimorar dados sobre o tema enraizado nele não apenas como um acadêmico e estudioso, mas também como um profissional prático da área, acumulando mais de três décadas dentro da General Motors do Brasil, parte dela envolvido exclusivamente com processos de fixação, em aspectos corretivos e evolutivos. Desde 2008, muito se mudou, e ele pulou o muro da GM e passou a entrar pela porta dedicada aos fornecedores, seja de parafusos, revestimentos e máquinas, equipamentos e serviços de aprimoramento daquilo que as montadoras, autopeças e outros segmentos industriais fazem, que é unir partes e peças apertando parafusos, porcas e demais.
Desde a primeira publicação em 2008 nesta Revista do Parafuso do artigo “Torque e processos de Torque” o autor vem buscando aprimorar dados sobre o tema enraizado nele não apenas como um acadêmico e estudioso, mas também como um profissional prático da área, acumulando mais de três décadas dentro da General Motors do Brasil, parte dela envolvido exclusivamente com processos de fixação, em aspectos corretivos e evolutivos. Desde 2008, muito se mudou, e ele pulou o muro da GM e passou a entrar pela porta dedicada aos fornecedores, seja de parafusos, revestimentos e máquinas, equipamentos e serviços de aprimoramento daquilo que as montadoras, autopeças e outros segmentos industriais fazem, que é unir partes e peças apertando parafusos, porcas e demais.
Se vamos tratar de uma nova visão, devemos no situar na condição atual, logo se faz necessário uma revisão dos Conceitos já publicados em edições anteriores da Revista do Parafuso. Como a ênfase será em Processos de Aperto, utilizando as modernas apertadeiras eletro-eletrônicas disponíveis no mercado, começamos com a Equação Básica para o Torque:
A Equação acima afirma que o Torque é proporcional à Força Tensora através da constante k, o tal de “Kfactor”. A figura 1 abaixo, obtida com dados experimentais, demonstra que não é bem assim:
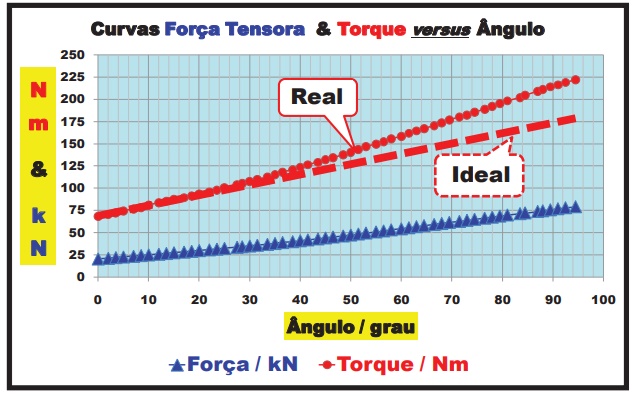
Figura 1: Como o Torque e a Força se comportam em relação ao Ângulo de Aperto
Nota-se que a reta inerente ao Torque não segue paralela à reta referenciada pela Força, com um desvio positivo, o que nos permite concluir que o Torque não é só dependente da Força e que o “Kfactor” não é constante ao longo do aperto. E o mesmo não é independente da Força. Uma nova equação foi proposta, cuja expressão geral é:
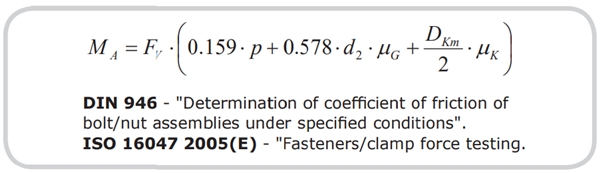
Comparando com Equação Básica, temos que:
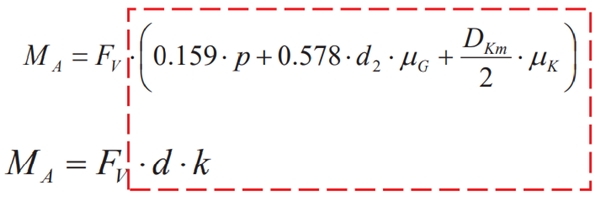
Da comparação entre as equações, concluímos que o “Kfactor” agora foi desmembrado em três grandezas, sendo que duas delas são dependentes dos coeficiente de atritos, de rosca (µG) e de cabeça (µK).
Infelizmente, estas grandezas, µG e µK também dependem da Força, como mostram a seguir as Figuras 2 e 3:
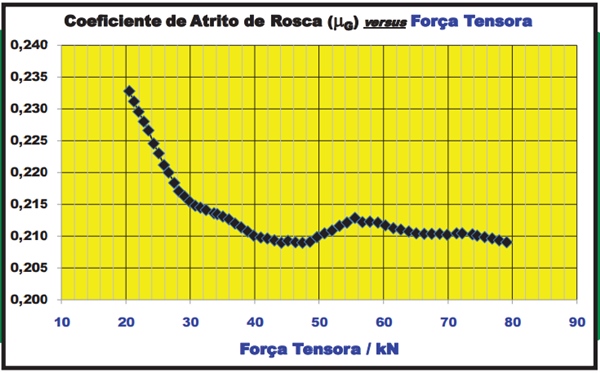
Figura 2: Comportamento do Coeficiente de Atrito de rosca (µG) em relação à força Tensora de Aperto
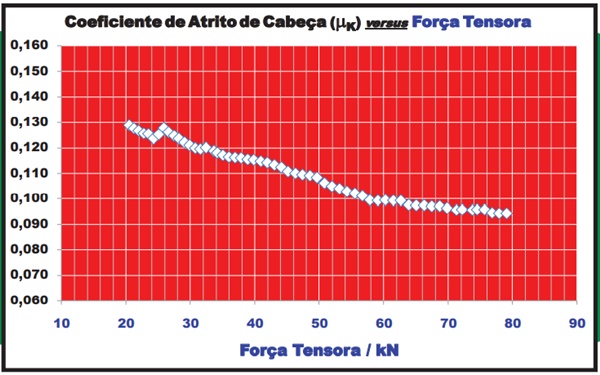
Figura 3: Comportamento do Coeficiente de Atrito de cabeça (µK) em relação à força Tensora de Aperto
Os dados que geraram as Figuras 2 e 3 se referem a um revestimento eletrodepositado de Zinco, com apassivação com Cromo Trivalente e aplicação de um Selante, com a finalidade de aumentar a resistência à corrosão.
Um Processo de Aperto por Torque Alvo é totalmente dependente dos atritos, que por sua vez dependem da Força Tensora, e assim sendo, ao se buscar um Torque Objetivo, a Força Tensora será bem dispersa, apesar de que o Torque (Dinâmico) aplicado pela apertadeira ser muito preciso (devido à capabilidade da ferramenta).
Com a “massificação” do uso de apertadeiras eletro-eletrônicas, quando houve a modernização do Parque Industrial brasileiro, com a substituição das apertadeiras pneumáticas, torna-se possível aplicar uma nova Estratégia de Aperto, onde a influência dos coefi cientes de atritos são minimizados e por outro lado, a Força Tensora resultante muito mais estável, quando comparados ao Processo por Torque Alvo.
À esta Estratégia denominamos Torque e Ângulo de Deslocamento, processo este constituído por uma Fase chamada de Pré-Torque, totalmente dependente dos atritos, à semelhante do Torque Alvo e uma Fase Angular, independente dos atritos porém diretamente proporcional às Resilências dos componentes da Junta.
Se considerarmos um Processo de Aperto na região elástica do Parafuso, o mesmo se comporta como se fosse uma Mola e assim sendo, a relação entre a Força Tensora e o Ângulo de Deslocamento, respeita a Lei de Hooke.
Ao se apertar um Parafuso, medimos o avanço em forma de deformação angular. A conversão deste avanço angular em avanço linear é simplesmente a razão entre o passo do Parafuso (em mm) e 360 (em graus). Para um passo de 1,5 mm, para cada grau de avança angular, temos um avanço linear da ordem de 4,167 µm, ou seja, um Parafuso pode ser considerado um micrômetro de baixa precisão, mas melhor que um paquímetro.
A expressão que relaciona o grau de aperto – α – (avanço angular) e a Força Tensora – Fv – é dada pela Equação abaixo:
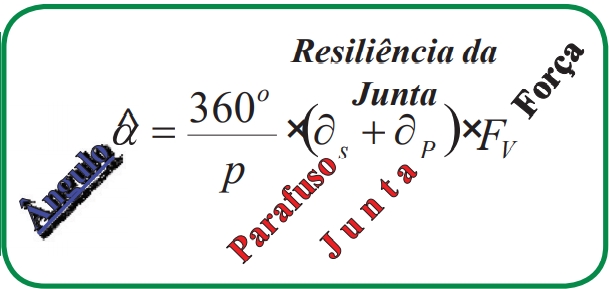
Esta expressão só tem validade no regime elástico do Parafuso, pois a sua base Física é o seu comportamento similar á uma mola. obedecendo a Lei de Hooke.
Esquematicamente, a Figura 4 mostra o Processo de Aperto por Torque e Ângulo de Deslocamento.
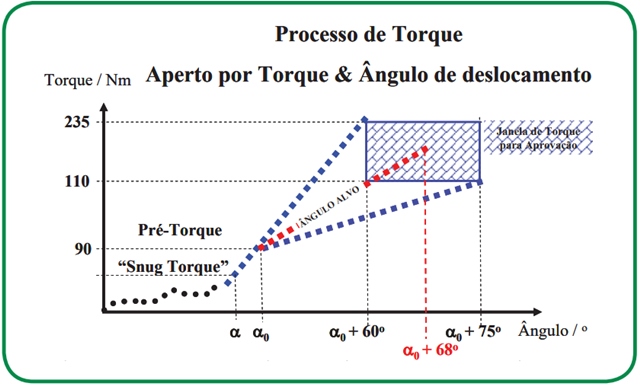
Figura 4: Esquematização de um Processo de Torque denominado Aperto por Torque & Ângulo de Deslocamento
Literalmente temos um processo constituído por Torque ‘Seco’ e uma posterior etapa de Ângulo de Deslocamento. A primeira parte deste processo denominada Pré-Torque, a qual garante ademais de um bom assentamento, uma Força Tensora parcial, inferior à Força Tensora exigida pelo projeto
Esta etapa do Pré-Torque pode ser representada pela Figura 5.
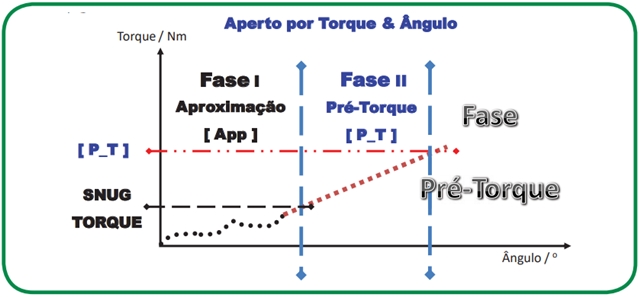
Figura 5: Esquematização da Fase Pré-Torque do processo de Torque denominado Aperto por Torque & Ângulo de Deslocamento
Como citado, a Fase Pré-Torque depende imensamente dos atritos entre os componentes da Junta.
Uma Força adicional será provida pelo ângulo de deslocamento e a Força Tensora Total deverá estar aquém do Limite de Escoamento do Elemento de Fixação, em geral um Parafuso, a fim de respeitar a Lei de Hooke. A esta etapa denominamos Fase Angular do Processo, cuja representação esquemática é mostrada na Figura 6.
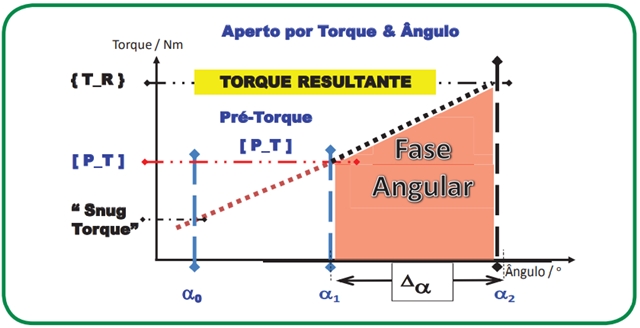
Figura 6: Esquematização da Fase Angular do Processo de Torque denominado Aperto & Ângulo de Deslocamento
Ressalto que esta Fase depende exclusivamente das Resiliências dos componentes da Junta e que o Ângulo de Deslocamento assegura a Força Tensora necessária para a Junta. A Força originada na Fase de Pré-Torque é um extra, e este excesso é a garantia da garantia, fazendo com que o Processo Torque & Ângulo seja sufi cientemente robusto para a aplicação.
Na Figura 7 apresento ma Curva Torque versus Ângulo, de uma aperto real, na Estratégia Pré-Torque e um Ângulo de deslocamento, com o objetivo de mostrar parâmetros importantes que devem ser observados, quando da programação da apertadeira eletro-eletrônica, como Velocidade de Aproximação e Velocidade de Aperto.
Para este aperto, foi utilizada uma apertadeira eletroeletrônica ESTIC, com troca de velocidade à 12 Nm, de V1 = 120 rpm, para V2 = 15 rpm, no modo ROTATIVO
O Processo implica em um Pré-Torque de 25 Nm e um ângulo de Deslocamento de 30 graus.

Vamos discorrer o que acontece quando há uma mudança de Velocidade no Processo de Aperto.
Na Fase de Aproximação, quando a apertadeira “gira em vazio”, a velocidade pode ser elevada. Ao começar o assentamento da Junta, é extremamente recomendável diminuir a velocidade e em casos específicos, é fundamental uma segunda redução de velocidade.
Na Figura 8, temos um “zoom” do que ocorre nas vizinhanças da troca de velocidade, em termos de ângulo de aperto, momentos antes da troca de velocidade e momento depois da velocidade já estar alterada para um valor menor.
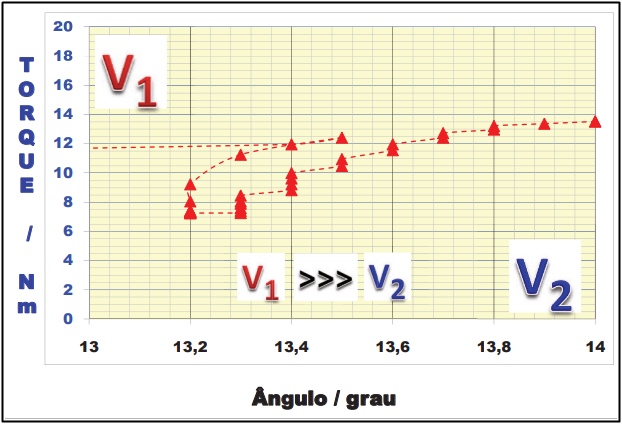
Figura 8: Comportamento do Torque em relação ao Ângulo de Aperto, no intervalo de tempo em que a velocidade diminui de 170 para 15 rpm.
A troca de velocidade esta programada para 12 Nm, mas na realidade ocorreu a 12,4 Nm, devido à Inércia (Iª Lei de Newton).
Na troca de velocidade, a apertadeira momentaneamente deixa de apertar, o que permite à Junta reagir, respeitando agora a 2ª Lei de Newton.
Fisicamente, a Figura 9 mostra o que ocorreu entre os pontos 1 (quando se iniciou a troca de velocidade a 12,4 Nm) e 6 ( quando retornou ao Torque de 12,4 Nm).
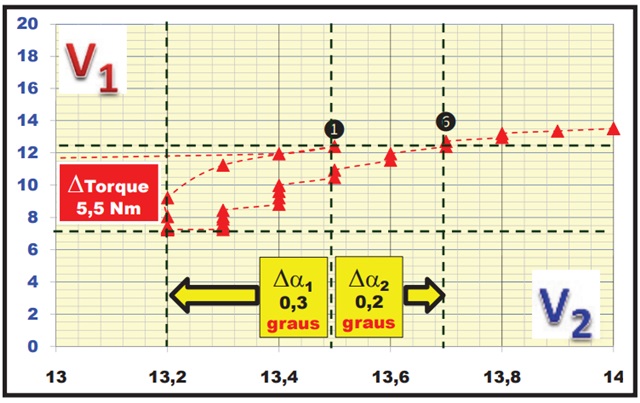
Figura 9: Detalhes entre os pontos 1 e 6.
Nota-se que houve uma redução do Torque da ordem de 5,5 Nm, com um retorno do ângulo de 0,3 graus e posteriormente um avanço de 0, 2 graus. Este mesmo fenômeno pode ser abordado em função do tempo. Na Figura 10, temos a Curva Torque em função do tempo, este expresso em ms (milissegundo).
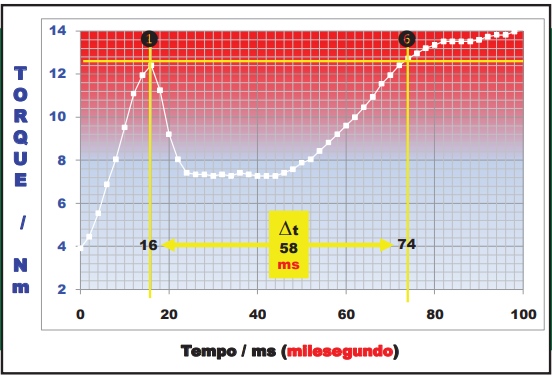
Figura 10: Detalhes entre os pontos 1 e 6, agora em termos de tempo.
Entre deixar de apertar e voltar a apertar, no mesmo nível de Torque, houve um intervalo de tempo de 58 ms, humanamente um tempo insignificante, mas fisicamente, uma eternidade.
Na próxima edição da Revista do Parafuso será abordado este mesmo Processo de Aperto, com a apertadeira no modo PULSATIVO. Até lá.
Dr. Roberto Garcia
• Consultor técnico, bacharel em química, mestre e doutor em físico química pela UNESP (Universidade Estadual Paulista), onde é pesquisador colaborador do GEMAT - Instituto de Química (roberto.2.garcia@gmail.com).
• Mentor na Assahi Maquinas e Equipamentos Ltda. - Fastening Tecnologies Division (garcia@assahimaquinas.com.br).
A segunda parte deste artigo será publicada em nossa próxima edição.
 Edições on-line
Edições on-line 







 Edição 102
Edição 102