Propriedades de Fadiga de Parafusos de Alta Resistência Mecânica
Parte Final
|
|
Esta é a parte final do artigo publicado, inicialmente, em nossa edição número 29, agosto setembro de 2011, disponível no site www.revistadoparafuso.com..
Tabela 2. Limite de resistência à tração dos parafusos.  |
 |
Dr. Itamar ferreira |
|
|
A partir dos resultados dos ensaios de tração realizados em parafusos inteiros, é possível observar que, maior a temperatura de revenido, menor os níveis de resistência mecânica do parafuso. No entanto, o grupo de parafusos com laminação da rosca após o tratamento térmico (I550 LATT) apresentou níveis de resistência mecânica superior aos grupos tratados termicamente com a mesma temperatura de revenido, porém, com laminação da rosca antes do tratamento térmico (N550 e I550), sendo também superior aos grupos de parafusos revenidos a uma temperatura um pouco inferior (N520 e I520).
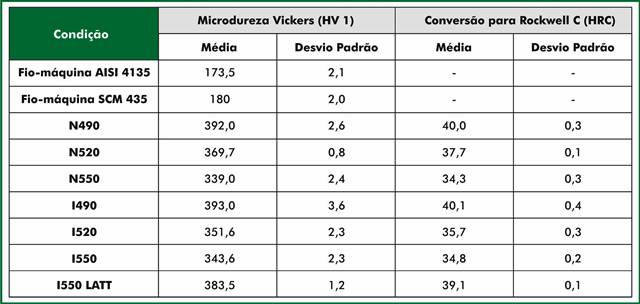
Os resultados apresentados na tabela 3 estão na forma de média e desvio padrão de três ensaios, sendo a conversão de microdureza Vickers (HV1) para Rockwell C(HRC) realizada segundo a norma ASTM E140 (2007). O aço AISI 4135 possui níveis de dureza inferiores aos encontrados para o fio-máquina do aço SCM 435H, nas condições como recebidos, o que está condizente com as condições microestruturais vistas nas metalografias.
Assim, o fio-máquina AISI 4135 possui uma quantidade de carbonetos esferoidizados superior ao SCM 435H e também com as propriedades mecânicas observadas nos ensaios de tração, que mostraram que o fio-máquina (scm 435H) possui níveis de resistência mecânica superiores ao AISI 4135.
Comparando os valores obtidos pelos ensaios de microdureza Vickers da tabela 3, para os parafusos com laminação da rosca antes do tratamento térmico, como esperado, quanto maior a temperatura de revenido, menor os níveis de dureza. No entanto, o grupo de parafusos I550 LATT, semelhante ao ensaio de tração, apresentou níveis de dureza superiores aos grupos de parafusos revenidos na mesma temperatura, ou até mesmo com temperatura um pouco inferior, porém com laminação da rosca antes do tratamento térmico (I550, N550, I520 e N520). Dureza esta associada ao encruamento do material durante a laminação da rosca realizada após o tratamento térmico. Ou seja, a laminação da rosca após tratamento térmico também afeta a região do núcleo do parafuso.
Tabela 3. Resultados dos ensaios de microdureza Vickers realizados na região central da seção longitudinal dos parafusos e dos fios-máquinas. Cada valor de microdureza está representado por uma média e um desvio padrão de três ensaios.
|
|
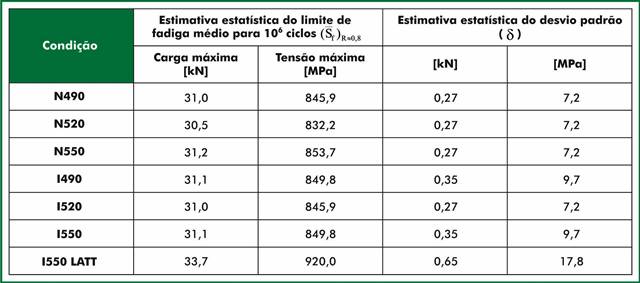
A tabela 4 apresenta as estimativas dos limites de fadiga axial médios (50% de probabilidade de falha) e dos desvios padrões, para 106 ciclos, de todas as condições estudadas. Esses resultados foram obtidos por ensaios de fadiga axial utilizando o método estatístico escada (“staircase”).
Os resultados dos ensaios de fadiga axial tabela 4 mostraram que, para os parafusos laminados antes do tratamento térmico, as variações realizadas na temperatura de revenido dos parafusos tiveram pouca, ou nenhuma, influência no limite de fadiga realizados com pré-carga de 700 MPa, ou seja, razões de cargas da ordem de R=0,8.
Tabela 4. Estimativa do limite de fadiga médio e do desvio padrão, para 106 ciclos, para os parafusos de todas as condições estudadas, utilizando pré-carga de 700MPa (R?0,8), utilizando o método estatístico escada.
|
|
 Os resultados dos ensaios de fadiga axial apresentados na tabela 4 também mostram que os parafusos com laminação da rosca após tratamento térmico obtiveram um aumento significativo do limite de fadiga (em torno de 9%) com relação ao grupo tratado termicamente com a mesma temperatura de revenido, porém com laminação da rosca antes do tratamento térmico. Os resultados dos ensaios de fadiga axial apresentados na tabela 4 também mostram que os parafusos com laminação da rosca após tratamento térmico obtiveram um aumento significativo do limite de fadiga (em torno de 9%) com relação ao grupo tratado termicamente com a mesma temperatura de revenido, porém com laminação da rosca antes do tratamento térmico.
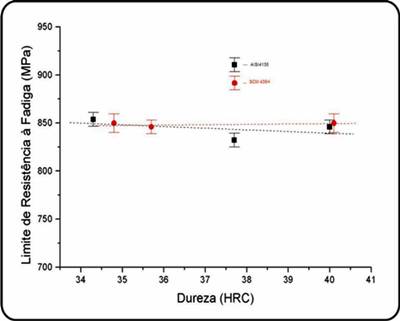
A figura 3 apresenta os resultados dos ensaios de fadiga axial em termos de curvas do limite de fadiga para 106 ciclos em função dos níveis de dureza utilizando alta pré-carga (700MPa) e gerando altas razões de cargas em torno de R=0,8. Observa-se nessa figura que os limites de fadiga, baseados na máxima carga, pouco variaram com a variação dos níveis de dureza dos materiais, ou seja, pequenas variações na resistência mecânica não modificam significativamente o limite da fadiga.
Fig 3. Variação do limite de fadiga, com pré-carga de 700 MPa (razão de carga aproximadamente de 0,8), com base na carga máxima e 106 ciclo, em função da dureza Rockwell C, dos parafusos M8 fabricados com os aços AISI 4135 e SCM 435H, temperados e revenidos a 490, 520 e 550 °C.
Conclusões
Os aços AISI 4135 e SCM 435H possuem composições químicas próximas e de acordo com as suas respectivas normas técnicas. A análise metalográfica revelou que ambos os fios-máquinas apresentam matriz ferrítica com tamanhos de grão próximos e carbonetos esferoidizados, tendo o AISI 4135 apresentado maior quantidade destes carbonetos. Todos os grupos, com tratamentos térmicos de têmpera e revenido, apresentaram microestrutura de martensita revenida diferenciando-se apenas pelas linhas de laminação bem definidas nos contornos da raíz dos filetes no grupo que foi realizada a laminação após o tratamento térmico de têmpera e revenimento a 550 °C. O aço AISI 4135 possui níveis de inclusões (óxidos globulares finos e grossos) superiores ao aço SCM 435H. Por outro lado, o SCM 435H possui níveis pouco superiores de sulfeto de manganês e óxidos de alumínio alinhados e níveis muito inferiores de óxidos globulares, quando comparado com o AISI 4135.
O aço AISI 4135 apresentou níveis de resistência mecânica inferiores e de ductilidade superiores aos do aço SCM 435H. Com relação às propriedades de tração dos parafusos, como esperado, quanto maior a temperatura de revenimento, menores foram os níveis de resistência mecânica. Além disso, o grupo de parafusos com laminação da rosca após tratamento térmico apresentou níveis de resistência mecânica superiores aos grupos tratados termicamente com a mesma temperatura de revenido com laminação da rosca antes do tratamento térmico, sendo esses níveis também superiores aos grupos de parafusos revenidos a uma temperatura inferior.
O fio-máquina do aço AISI 4135 possui níveis de dureza inferiores aos do aço SCM 435H; enquanto que os parafusos mostraram que aqueles revenidos a uma temperatura maior apresentaram dureza inferior. No entanto, o grupo de parafusos com laminação após o tratamento apresentou níveis de dureza superiores aos grupos de parafusos revenidos na mesma temperatura ou até mesmo com temperatura um pouco inferior com laminação da rosca antes do tratamento térmico. Ou seja, além das regiões próximas à raiz do filete da rosca, o núcleo do parafuso também sofre um encruamento durante a laminação da rosca.
|
| Os resultados dos ensaios de fadiga axial em meio neutro, para os grupos de parafusos laminados antes do tratamento térmico, revelaram que as variações realizadas na temperatura de revenido (490, 520 e 550°C) dos parafusos e a diferença na quantidade de inclusões contida nos aços tiveram pouca influência no limite de fadiga com pré-carga constante de 700MPa e razão de carga em torno de 0,8. Por outro lado, os ensaios de fadiga, também com razão de carga de aproximadamente 0,8, realizados nos parafusos com laminação da rosca após o tratamento térmico apresentaram um aumento de aproximadamente 9%, com relação ao grupo tratado termicamente na mesma temperatura de revenido com laminação da rosca antes do tratamento térmico. O aumento pode ser justificado pela introdução de tensões residuais de compressão na superfície do parafuso e pelo alinhamento dos grãos nas proximidades da raíz do filete da rosca na direção de laminação, que dificultam a iniciação e a propagação de trincas de fadiga. |
|
REFERÊNCIAS
1. Stephens, R. I., Bradley, N. J., Horn, N. J., Arken, J. M.,
Gradman, J. J. Infl uence of cold rolling threads before or
after heat treatment on fatigue resistance of high strength
coarse thread volts for multiple preload conditions. Journal
of ASTM Internationa, v3, (3), 2006.
2. Kephart, A. R. Optimum thread rolling process that improves
SCC resistance. Journal os ASTM International, v.3,
(7), 2006.
3. Ifergane, S., Eliaz, N., Stern, N., Kogan, E., Shemesh,
G., Sheinkopf, H., Eleizer, D. Th e eff ect of manufacturing
processes on fatigue lifetime of aeronautical bolts. Engineering
Failure Analysis, v8, pp227-235, 2001.
4. Marcelo, A. L. Propriedades de Fadiga de Parafusos de
Alta Resistência Mecânica, Campinas: Faculdade de Engenharia
Mecânica, Universidade Estadual de Campinas,
2008. Dissertação (Mestrado).
|
|
NOMENCLATURAS
I490, 520, 550 - Parafusos fabricados com aço SCM 435H e revenidos a
490, 520 e 550 ºC
I550 LATT - Parafusos fabricados com aço SCM 435H, revenidos a 550 ºC
e rosca laminada após tratamento térmico.
N490, 520, 550 - Grupo de parafusos fabricados com aço AISI 4135 e
revenidos a 490, 520 e 550 ºC
AISI - American Iron and Steel Institute
ASTM - American Society for Testing and Materials
ISO - International Organization for Standardization
δ - Desvio Padrão
Sf- Limite de fadiga médio
|
AUTORES
Itamar Ferreira
Professor do Departamento de Engenharia de Materiais (DEMA) da Faculdade de Engenharia Mecânica (FEM) da Universidade Estadual de Campinas (Unicamp).
itamar@fem.unicamp.br
André L. Marcelo
andreluiz_rp@hotmail.com
André Y. Uehara
DEMA/FEM/Unicamp, Campinas, SP, Brasil
uehara.yugou@gmail.com
Jairo A. Martins
Metso Mineral, Sorocaba, SP, Brasil
jairo.martins@metso.com
Roberto M. Utiyama
NHK Fastener, Ribeirão Pires, SP, Brasil
roberto.utiyama@nhkfastener.com.br
Ruis C. Tokimatsu
DEM/FEIS/Unesp, Ilha Solteira, SP, Brasil
ruis@dem.feis.unesp.br
|
|
 Edições on-line
Edições on-line 








 Edição 102
Edição 102