Artigos
Dimensionamento de prensas para conformação de rebites
Método alternativo à simulação evita erros no dimensionamento de prensas e equipamentos para a indústria
 Recentemente, em um artigo publicado na Revista do Parafuso pelo Dr. Gerhard H. Arfmann, foram abordados temas relativos a simulações por elementos finitos na indústria de fixadores. Não restam dúvidas que o método está consolidado e atualmente é a forma mais precisa e confiável para se desenvolver um novo produto, seja um fixador, parafuso ou qualquer elemento estrutural em questão.
Recentemente, em um artigo publicado na Revista do Parafuso pelo Dr. Gerhard H. Arfmann, foram abordados temas relativos a simulações por elementos finitos na indústria de fixadores. Não restam dúvidas que o método está consolidado e atualmente é a forma mais precisa e confiável para se desenvolver um novo produto, seja um fixador, parafuso ou qualquer elemento estrutural em questão.
Como os softwares de simulação ainda representam um grande investimento na indústria, muitas vezes se tornando inviáveis para as menores corporações, este artigo mostra um cálculo analítico para determinação das forças exigidas pelo maquinário para a conformação de um rebite de compressão semitubular.
Cálculo analítico da força de conformação de fixadores para indústria cuteleira
Dentre os diversos tipos de fixadores, os mais comuns na indústria cuteleira são os rebites de compressão. Ao contrário dos fixadores individuais, os rebites de compressão ou de cutelaria são utilizados em pares, conferindo um acabamento similar nos dois lados da fixação. Tecnicamente eles são chamados de rebites maciços e semitubulares, conforme mostrado na figura 1.

Figura 1: Rebites semi tubulares
Para a conformação dos rebites semitubulares parte-se de fios ou arames, os quais são processados em alta velocidade dando origem aos rebites. Um equipamento bem dimensionado e em pleno funcionamento pode produzir 400 peças por minuto, sem defeitos de qualidde. A figura 2 mostra a divisão do volume entre os dois processos que ocorrem simultaneamente durante a conformação.
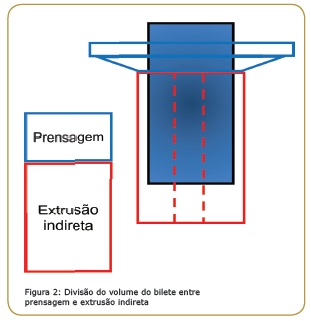
Partindo do arame, que é um bilete cilíndrico, divide-se o seu volume em duas partes, de acordo com o tipo de conformação: a primeira parte relativa à prensagem, que dá forma a cabeça (azul), e a segunda parte relativa à extrusão indireta, que dá origem ao corpo tubular (vermelho) do rebite.
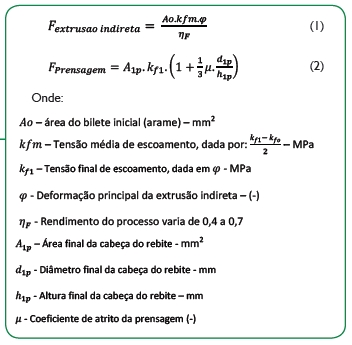
As equações analíticas para o cálculo da força de prensagem e extrusão indireta estão representadas ao lado.
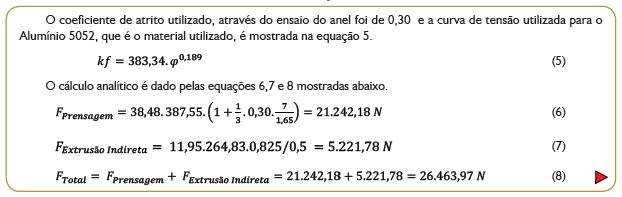
Conhecendo-se as dimensões do bilete inicial e do rebite a ser produzido é possível calcular a força, levando-se em conta alguns parâmetros de processo e o material a ser conformado. O parâmetro necesário para o cálculo da prensagem é o coeficiente de atrito entre o material e ferramenta, que pode ser obtido por tabelas disponíveis na bibliografia ou então pelo ensaio do anel, por exemplo. Para o material utilizado é necessário conhecer a equação de escoamento, que para trabalho mecânico a frio é representado por uma equação do tipo kf = C.
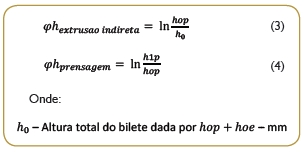
Os cálculos analíticos dados pelas equações 1 e 2 são dependentes das deformações principais dos processos de prensagem e extrusão indireta, mostradas nas figuras 3 e 4, respectivamente.

Segundo a literatura, para a prensagem, a deformação principal é dada pelo logaritmo natural da razão de h1p e hop. Já para a extrusão indireta a deformação principal é calculada pelo logaritmo natural da razão da parte não extrudada pela altura total do bilete. Estas relações estão demonstradas nas equações 3 e 4.
Com as informações dadas acima é possível estabelecer uma força total para a conformação do rebite, dada pela soma da força de prensagem com a força de extrusão indireta. Tendo esses dados em mão é possível dimensionar um equipamento adequado, evitando muitas vezes um equipamento superdimensionado ou, então, quebras de maquinário.
Comparação do cálculo de força analítico x simulação computacional
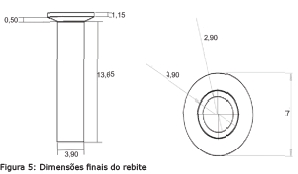 O cálculo analítico nos mostra a força máxima a ser exercida pelo maquinário para realizar a conformação. Por outro lado, a simulação fornece gráficos de força em função do tempo ou da deformação. Para demonstrar a eficiência do método será mostrado um exemplo de cálculo da força para um rebite partindo de um arame de 3,90mm de diâmetro e 10,86mm de altura, com as dimensões finais conforme figura 5 mostrada ao lado.
O cálculo analítico nos mostra a força máxima a ser exercida pelo maquinário para realizar a conformação. Por outro lado, a simulação fornece gráficos de força em função do tempo ou da deformação. Para demonstrar a eficiência do método será mostrado um exemplo de cálculo da força para um rebite partindo de um arame de 3,90mm de diâmetro e 10,86mm de altura, com as dimensões finais conforme figura 5 mostrada ao lado.
Através da simulação computacional pode-se observar uma força muito próxima, conforme indicado pelo gráfico da figura 6 mostrada abaixo:
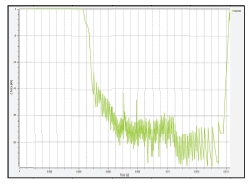
Conforme indicado no gráfico, a força da simulação se mostrou um pouco superior, na casa dos 28kN. Para o cálculo analítico o valor encontrado foi de 26,5kN. A diferença, de aproximadamente 5%, é praticamente nula, para as margens de trabalho utilizadas nos processos. Levando em conta que essa variação pode se apresentar nas propriedades dos materiais durante o recebimento, é seguro contar com uma margem de erro superior para evitar problemas futuros.
Portanto, mesmo sem entrar no mérito da viabilidade de adquirir um software de simulação, observam-se outras alternativas econômicas para o projeto e desenvolvimento de processos de geometrias mais simples, como o cálculo analítico do rebite estudado.
Referências bibliográficas: SCHAEFFER, L.; Conformação Mecânica, Porto Alegre: Editora Imprensa Livre; 2004 SCHAEFFER, L.; Forjamento: Introdução ao Processo, Porto Alegre: Editora Imprensa Livre; 2006
Eng. Rafael Vagliatti
Engenheiro Mecânico, Mestrando em Simulação Computacional
pelo LdTM/PPGEM - UFRGS.
Dr. Eng. Lirio Schaeffer
Professor/pesquisador da Universidade Federal do Rio Grande
do Sul – UFRGS.
 Edições on-line
Edições on-line 








 Edição 102
Edição 102