O papel dos revestimentos em juntas aparafusadas - Parte Final
Analista de materiais da Mercedes-Benz do Brasil apresenta estudo sobre o comportamento de revestimentos empregados em juntas aparafusadas

Critérios de seleção dos elementos roscados
Os elementos de fixação (parafusos e porcas) objetos deste estudo são comumente utilizados no processo de montagem de conjuntos produzidos pela Mercedes-Benz do Brasil.
Os elementos de fixação foram selecionados, de acordo com o tipo de Tratamento de superfície:
• M18x1,5 – Parafuso Qualidade 10.9, com revestimento conforme norma DBL 9400.00:
• M18x1,5 – Parafuso Qualidade 10.9, com revestimento conforme norma DBL 9440.89.
A seleção obedeceu aos critérios de:
- ser utilizado normalmente nas montagens - Parafusos de classe 10.9 para os parafusos normalmente utilizados nas montagens
- Com os dois tipos de revestimentos, Organometálico e o Fosfatizado
Discussão
Existem muitas variáveis envolvidas no processo de uniões aparafusadas e os recursos utilizados nas montadoras para esta finalidade também são muitos.
Durante a pesquisa, foi observado que especificar corretamente os materiais dos fixadores e do desempenho das juntas, como, métodos de aperto, coeficientes de atritos, tipos de proteção superficial, geometria da junta, velocidade de aperto, estratégia de programação de aperto, entre outros, são fatores que estão envolvidos diretamente com os resultados das forças tensoras, porém ainda não são suficientes.
Em uma pequena amostragem tomada para exemplificar o comportamento das forças de união entre dois diferentes revestimentos superficial de parafusos e as superfícies das peças a serem unidas, observou-se que as chances para equívocos são reais.
Depois de muitas analises e testes para conhecer os valores de coeficientes de atritos dos revestimentos de fixadores como também das superfícies de peças a serem montadas, verificou-se que algumas porcas e parafusos de diferentes revestimentos com a mesma janela de coeficiente de atrito se comporta de maneira diferente quando alterada a superfície de assentamento.
Certamente, o problema mais evidente é subestimar a intensidade que uma falha de uma junta pode trazer prejuízos ao produto ou à produção. É perigoso pensar que o elemento de fixação, por ser barato do ponto de vista automobilístico, pode ser trocado e ou simplesmente substituído, mesmo sendo padronizado. O poder de disseminação causado por uma força de união desconhecida em uma produção em serie de grande quantidade é considerável, a troca de um parafuso de diferente revestimento, por exemplo, mesmo com todas as características controladas ainda pode acarretar milhares de reais de custo de qualidade em parada de produção, saneamentos e garantias.
O âmbito para pesquisas complementares nos diversos aspectos abordados pelo estudo é imenso. A necessidade de testes que consagrem e definam muitas variáveis ainda discutíveis, como juntas sujeitas a vibrações, travamento químico, tribologia em fixadores, etc, torna muito vastos o campo para pesquisa.
Conclusão
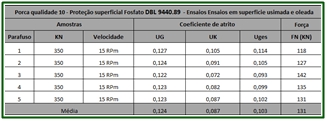
O objeto de nosso estudo foi o Parafuso M18 x 1,5 com revestimentos Organometálico Geomet321+Dacrolub 10 Verde e o Fasfatizado e Oleado (fosfato Cristalino Fino), com os valores de coeficientes de atrito µGes 0,08 a 0,14 conforme norma VDA 235-101.
Abaixo podemos observar as diferentes forças tensoras resultantes de um mesmo valor de torque quando alteramos os fixadores ou as superfícies de contato, como;
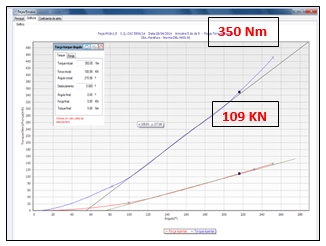
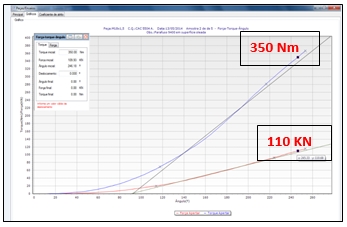
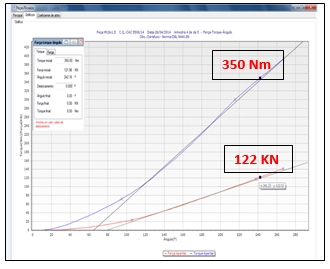
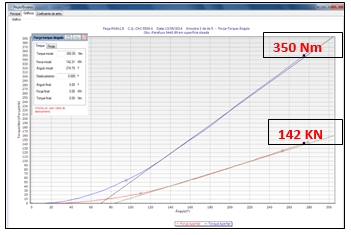
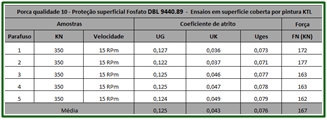
• Parafuso montado em superfície usinada e oleada com torque de 350Nm:
› Parafuso Fosfatizado (cristalino fino) = Força máxima de FN = 112 KN
› Parafuso Organometálico (Geomet) = Força máxima de FN = 142 KN
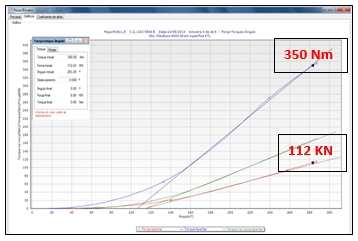
• Parafuso montado em superfície Pintada KTL com torque de 350Nm
› Parafuso Fosfatizado (cristalino fino) = Força máxima de FN = 113 KN
› Parafuso Organometálico (Geomet) = Força máxima de FN = 177 KN
No caso do parafuso de revestimento Fosfatizado, não existe diferença de Força Tensora quando mudamos a superfície de usinada para pintada.
Quando comparamos o parafuso de revestimento Organometálico a diferença aumenta de 142KN na superfície usinada pra 177KN na superfície Pintada, chegando a diferença de até 19%.
Porém a diferença pode ser muito maior quando alteramos um parafuso fosfatizado para um em Organometálico em superfície pintada, os valores de força tensora vão de 113 KN para 177 KN, chegando a um valor de 36%, um aumento da força tensora em até 64KN.
Portanto é essencial que para as automobilísticas que tem em sua linha de produção parafusos de diâmetros expressivos com diferentes revestimentos e diferentes superfícies de montagem, investir em equipamentos para conhecer não só os coeficientes de atrito dos fixadores, mas também e no mesmo grau de importância os coeficientes de atrito da junta, para ter as forças mínimas de montagem atingidas e as forças máximas de montagem não ultrapassadas, determinando assim de forma consistente os seus parâmetros de processo.
Referências bibliográficas
EUROPEAN NORM KONZERN. DIN EN 898-1 Propriedades mecânicas de elementos de união de aço carbono e aço liga – Parte 1, Parafusos. (ISO 989-1: 2013-05)
MERCEDES-BENZ AG. MBN 10130 – 3 Torques de apertos / pré-tensões. 2012. Aperto e as pré-tensões para parafusos e porcas com rosca métrica (MBN 10130-3:2012-06)
MERCEDES-BENZ AG. DBL 9400 – Proteção superficial, 2006. Fornecimento de proteção Superficial em fosfatos. (DBL 9400:2006-01)
MERCEDES-BENZ AG. DBL 9440 – Proteção superficial, 2006. Fornecimento de proteção Superficial em organometálicos. (DBL 9440:2008-11)
MERCEDES-BENZ AG. DBL 7390 – Proteção superficial, 2006. Peças fornecidas em pintura KTL. (DBL 7390:1991-11)
SPS FASTENER DIVISION. Comportamento das juntas rigidamente fixadas por parafusos 2011 (Revisão7-2011-03)
VDA 235-101.Definição do coeficiente de atrito de fixadores mecânicos de rosca métrica, 2008-08.(VDA 235-101 2008-08)
VDI 2230 Systematische Berechnung hochbeanspruchter Schraubenverbindungen Mehrschraubenverbindungen. (VDI 2230-2011-11)
Alexandre Primolini
Tecnólogo em processos de produção e pós-graduado em Engenharia Automobilística pela FEI. Há 26 anos na Mercedes-Benz, unidade fabril de São Bernardo do Campo, SP, atua no laboratório de materiais metálicos em análise de falhas e dimensionamento e análises de juntas aparafusadas.
 Edições on-line
Edições on-line 







 Edição 102
Edição 102