Ensaios não destrutivos: uma visão geral
.jpg)
Marcos Dias Neves
Certa vez, uma empresa fabricante de biscoitos lançou um apelo publicitário, na qual dizia que seus alimentos eram testados por "monstrinhos" na inspeção final. Estes mordiam um pedaço do biscoito e, com isto, garantia a qualidade dos mesmos e, para tanto, os biscoitos eram vendidos faltando um pedaço em forma de mordida. É claro que isto é só uma ação promocional, mas como garantir a qualidade de um produto sem testá-los ou provados efetivamente? Nesta esteira que surgem os ensaios não destrutivos, que testam as peças sem destruí-las, sendo possível testar 100% delas sem marcá-las ou retirarem pedaços ou mordidas. Os ensaios destrutivos, ao contrário, somente podem ser realizados em uma amostra que, se aprovadas, liberam todo o lote, sendo as peças ensaiadas descartadas.
Basicamente existem seis tipos de ensaios não destrutivos
- Inspeção visual
- Inspeção por líquidos penetrantes
- Partículas magnéticas
- Correntes parasitas
- Raio X
- Ultra-som
Destes ensaios acima, cada qual possui sua característica, tanto nas vantagens como nas desvantagens e custos operacionais, aquisição de equipamentos e insumos.
Inspeção visual
Como se diz: "olhar não tira pedaços", este ensaio dispensa comentários. Consiste em medições, gabaritos, fotografias, sempre com o olhar à procura de imperfeições.
Inspeção por líquidos penetrantes
As trincas, ou descontinuidades superficiais, de um material podem ser reveladas por este método, que consiste na aplicação de um líquido colorido, ou tinta especial, na superfície de um material sob ensaio – parafuso de inox, por exemplo – e após um tempo específico serem removidas, aplicando em seguida um produto chamado de revelador, que faz brotar de dentro das fissuras o excedente de tinta que ali se depositou, revelando a existência, ou não,de trincas.

O ensaio por líquidos penetrantes tem por finalidade detectar (descobrir) falhas abertas na superfície dos materiais e peças. Em geral este ensaio pode ser aplicado a qualquer tipo de material sólido, exceto os porosos ou absorventes e que nem tenha superfície muito irregular.
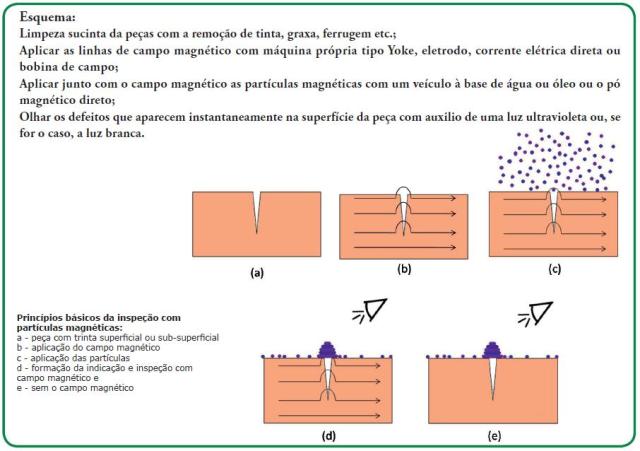
Esquema:
Limpeza das peças com a remoção de tinta, graxa, ferrugem etc;
Aplicar o líquido penetrantecom pincel, pistola ou imersão;
Esperar o tempo necessário (5 à 30min.);
Limpar superfície removendo a tinta com água, pano etc;
Aplicar o revelador por pistola ou spray;
Esperar tempo de reveleção (5 à 30min.);
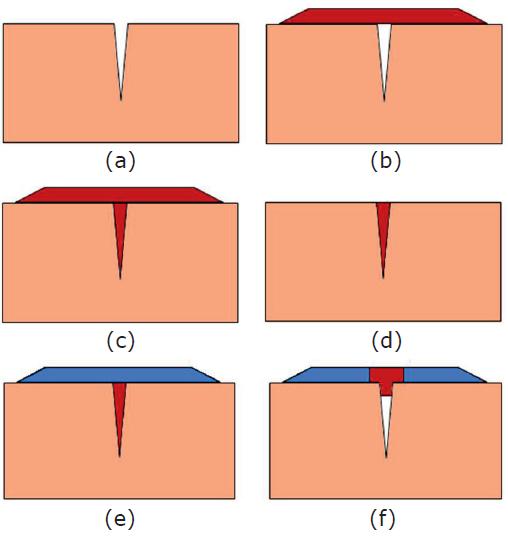
Príncipios básicos da inspeção com líquidos penetrantes:
a - peça com trinca superficial;
b - aplicação de líquido penetrante;
c - penetração;
d - remoção do excesso de líquido
e - aplicação do revelador
f - formação da indicação da trinca
Por este esquema já se nota que é um ensaio demorado, porém, tem suas vantagens, que mostraremos logo abaixo, num quadro sinóptico.
Inspeção por partículas magnéticas
Este ensaio também chamado erroneamente de Magnaflux (lembre-se de que Magnaflux é um fabricante americano de máquinas de ensaio e de insumos para esta finalidade), consiste na aplicação de um campo eletro-magnético sobre um material ferromagnético, gerando nele linhas de campo magnético que atraem as partículas magnéticas concentrando em cima das trincas ali existentes. As partículas coloridas, ou não, fazem revelar a existência de falhas no material e até mesmos as descontinuidades que estejam ligeiramente abaixo da superfície são detectáveis.
Se uma descontinuidade estiver no sentido perpendicular ao campo magnético, desviará este campo, que saltará para fora da peça, criando o que chamamos de campo de fuga. Este campo de fuga formará um dipolo magnético, pólo Norte e pólo Sul. Este ensaio requer a aplicação de campos magnéticos no mínimo em dois sentidos (eixo X e Y) pois, as trincas que estão no mesmo sentido das linhas de campo não são detectáveis.
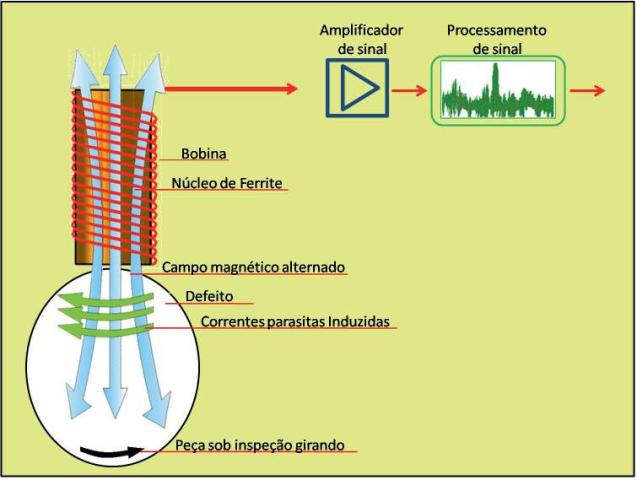
Ensaio por correntes parasitas
Os ensaios por correntes parasitas, também chamadas de Eddy Current ou perdas por correntes de Foucault, tem seu princípio no fenômeno da indução magnética. Todo fio percorrido por uma corrente elétrica (in casu alternada) gera na sua superfície um campo eletromagnético, que quando próximo de um metal, este rouba um pouco da corrente elétrica deste fio. Daí o nome de correntes parasitas. Este "roubo" provoca distorção na corrente elétrica induzida, influenciada pelas características do material sob inspeção revelando as anormalidades ali existentes. Este ensaio depende de um equipamento eletrônico que gera as ondas de corrente elétrica alternada que faz fluirem uma bobina ou sonda de ensaio. Pode ser usado para diversas finalidades, entre elas: detectar trincas em tubos, barras e estrutura de aeronaves, separar metais misturados na produção, medição de espessura de camada de tintas, de anodização etc.
Eddy Current
Para detecção de trincas em processo automático
Detecção de trincas em tubos e barras
As peças passam por dentro de uma bobina redonda automaticamente e uma pistola de pintura pinta exatamente sobre a região defeituosa.
Detecção de trincas em aeronaves
Varre-se toda a superfície sob ensaio com uma sonda tipo Hand Scan à procura de fissuras. Em caso de medição de camada de tinta ou tratamento superficial também será com uma sonda manual. O equipamento acusa leitura fora da tolerância especificada.
Separação de material
Coloca-se a peça sob ensaio dentro de uma bobina manualmente ou através de uma esteira transportadora, olha-se na tela do equipamento se a peça está dentro da tolerância especificada ou dentro dos critérios de aceitação tais como faixa de dureza ou mistura de material.
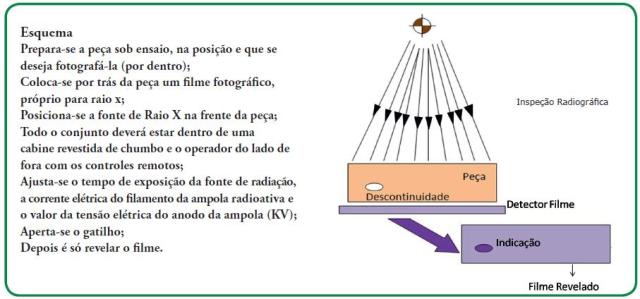
Raio X
Este ensaio – que em geral, as pessoas já têm uma idéia de como seja –, se referencia nos exames médicos ou odontológicos. Na verdade, ele é quase igual, diferindo nas potências exigidas, onde enquanto um Raio X médico chega a 50 – 60 KV, um Raio X industrial chega à 160 – 180KV. Daí se nota o "perigo" que, se realizado dentro das normas de segurança e por técnicos qualificados, não oferece risco algum.
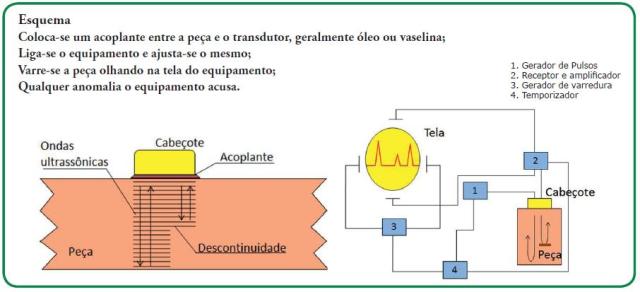
Ultra-Som
A exemplo do Raio X, este ensaio também é de conhecimento médico por seu uso no diagnóstico de fetos durante a gravidez. O uso industrial é semelhante, onde uma fonte de som em alta freqüência (ultra-som, ou seja, um som que não podemos ouvir), é produzida por um equipamento eletrônico que gera o som num cabeçote ou transdutor. Varre-se toda a superfície da peça com este cabeçote e um sinal de retorno ou eco é enviado ao equipamento eletrônico que acusa a presença de bolhas, trincas ou outros defeitos dentro do material inspecionado.
A seguir, daremos um quadro sinóptico sobre todos os ensaios, cabendo ao inspetor de qualidade conhecer cada um deles e escolher qual o melhor para as suas peças, segundo critérios de custo operacional e de investimento, aplicação das peças, valor agregado etc. Um parafuso de sustentação de escapamento de um automóvel, por exemplo, não pode ter o mesmo critério de inspeção do que um parafuso que sustenta um braço oscilante de suspensão deste mesmo veículo.

Nas próximas oportunidades falaremos exclusivamente de cada um destes ensaios.
Marcos Dias Neves, 44 anos, é técnico em Eletromecânica pela ETE - Jorge Street, SP, atuante por mais de 10 anos na Foerster-Imaden, empresa especializada na fabricação de máquinas para Ensaios Não Destrutivos, multinacional do Institut Dr. Forster, Alemanha. Com atuações em set-up, instalação e manutenção de equipamentos eletrõnicos e com treinamento na Alemanha e Itália é diretor da Wirbelstrom - Ensaios Não Destrutivos, empresa especializada na fabricação de equipamentos de Eddy Current e de Particulas Magnéticas, sendo fornecedora para indústrias de autopeças e oficinas de manutenção em aeronaves.
wirbelstromend@yahoo.com.br - (11) 2897-5241
|
 Edições on-line
Edições on-line 








 Edição 102
Edição 102