Artigos
|
Prática em processos de aperto de juntas aparafusadas
Parte I de IV
O objetivo dos artigos é apresentar, de forma simples e prática, as principais ocorrências que podem afetar a qualidade das juntas aparafusadas,equipamentos utilizados para efetuar o aperto das mesmas e o processo de qualidade assegurada.
|
.jpg)
|
Parte I - Juntas aparafusadas e interferências devido a variáveis não controladas;
Parte II - Processos práticos para a rápida análise e solução de problemas em junts aparafusadas;
Parte III - Especificação de apertadeiras e rastreabilidade;
Parte IV - Testes de capabilidade, calibração de apertadeiras e equipamentos de auditagem;
|
|
|
JUNTAS APARAFUSADAS E INTERFERÊNCIAS DEVISO A VARIÁVEIS NÃO CONTROLADAS
 A maioria dos produtos da indústria manufatureira é dotado de parafusos para a união dos seus componentes. Associado a cada parafuso se encontram, pelo menos, dois elementos e, a este conjunto, dá-se a denominação de junta aparafusada. A correta união destes elementos é obtida por meio do processo de aperto e respectivos parâmetros especificados pela engenharia de produto, obtidos inicialmente por meio de cálculos matemáticos e, posteriormente, de ensaios no produto. A maioria dos produtos da indústria manufatureira é dotado de parafusos para a união dos seus componentes. Associado a cada parafuso se encontram, pelo menos, dois elementos e, a este conjunto, dá-se a denominação de junta aparafusada. A correta união destes elementos é obtida por meio do processo de aperto e respectivos parâmetros especificados pela engenharia de produto, obtidos inicialmente por meio de cálculos matemáticos e, posteriormente, de ensaios no produto.
Independentemente do processo de aperto utilizado para se atingir a força de união especificada, as variáveis controladas e monitoradas são sempre indiretas (vide artigos do Dr. Roberto Garcia nas edições 7 a 10).
|
|
É sabido que o comportamento dos diversos parafusos em um mesmo produto, mesmo sendo iguais em suas características físicas, é distinto e único para cada junta que o mesmo constitui. Se avaliarmos o comportamento de diversos parafusos iguais utilizados no fechamento da carcaça de uma bomba de óleo certamente, em função da geometria dos elementos da bomba da tampa e carcaça, serão necessários diferentes processos de aperto para cada um para se obter a uniformidade da força de união desejada. Dependendo do grau de criticidade da junta pode-se ou não optar por um único processo de aperto com parâmetros idênticos para todos, entretanto existem casos onde isto não é possível.
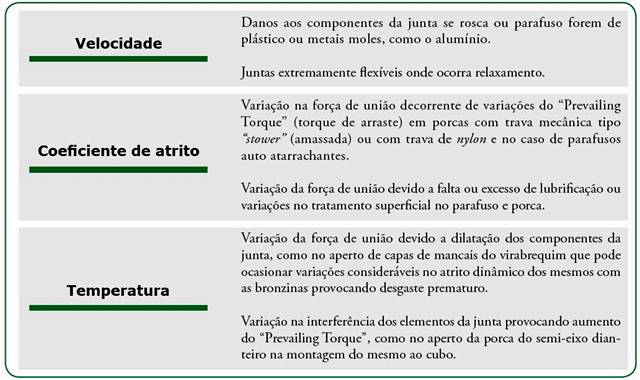
Além do dimensionamento dos componentes da junta a ser montada, cabe ao departamento de engenharia de produto a especificação do processo de aperto e parâmetros de controle e monitoração a serem utilizados, além de outras variáveis que possam influenciar na força de união, como velocidade de aperto, coeficiente de atrito (lubrificação se for o caso) e, inclusive, a temperatura ambiente e dos componentes da junta. Os exemplos mais claros de variação na força de união para as variáveis apresentadas são:
|
|
Ressalta-se que para a maioria das juntas que não são críticas, algumas das variáveis acima são incorretamente desconsideradas, entretanto, o Coeficiente de Atrito deve sempre ser considerado, principalmente quando se trata de processo de aperto por Torque e Ângulo. Isto se deve ao fato que, ocorrendo uma variação no coeficiente de atrito do parafuso (ou porca), para um determinado ângulo, ocorrerá uma variação significativa no torque final que será aplicar ao parafuso para atingi-lo. Sem estes dados é praticamente certo na ocorrência de variação na Força de União, além de ser impossível de se determinar qual equipamento deve ser especificado para efetuar o processo de aperto. É comum nos depararmos com especificações de aperto do tipo:
Aplicar Torque de 60 Nm (± 5%) + Ângulo de 90º (± 5 º), mínimo torque estático de checagem de 210 Nm.
Conhecendo o tratamento superficial e geometria do parafuso, bem como dos demais componentes da junta, é possível efetuar uma estimativa do torque final a ser atingido neste processo. Assim concluímos ser fundamental o estudo profundo das juntas aparafusadas, tanto na análise dos componentes da mesma, como do processo de montagem e aperto a ser utilizado de forma a ser obter os resultados desejados.
Embora a engenharia de produto das empresas, na maioria dos casos, já possua histórico para a especificação dos componentes das juntas e respectivos processos de montagem e aperto, somente um estudo dedicado possibilita estabelecer o correto processo de montagem para cada caso. Na maioria das vezes, isto só é efetuado nos casos de juntas críticas ou quando acontecer eventual ocorrência de problema em processos já existentes. Esta análise, denominada Advanced Fastening Technology, possibilita estabelecer o correto processo, além de conhecer e controlar as variáveis que influenciam o mesmo.
A sequência deste artigo será publicada em nossa próxima edição.
Alcides Ferrari Júnior
Gerente de Produto – Apertadeiras Múltiplas / Aplicações Especiais e QAT
Atlas Copco Tools Brasil
Físico – Universidade Mackenzie
Engenheiro Elétrico – Faculdade de
Engenharia São Paulo
alcides.ferrari@br.atlascopco.com
|
|
 Edições on-line
Edições on-line 








 Edição 102
Edição 102