Torque Residual - Parte II
Acompanhe a penúltima parte do estudo que abrange formas apertos e detecção de erros e outros conceitos de torque em juntas aparafusadas

Cofundador e diretor da Systek Tecnologia – empresa fabricante de máquinas e serviços envolvendo sistemas de aperto – o autor compartilha uma das três partes do seu artigo, oferecendo assim um amplo know-how para benefício de agentes atuantes em sistemas industriais de montagens na obtenção e no aprimoramento da segurança com rastreabilidade em processos envolvendo a fixação por meio de fixadores roscados. (Foto - Eng. Lídio Lima Andrade Jr.)
O que o torque residual indica numa união aparafusada
Basicamente o torque residual deve responder a algumas questões fundamentais em uma união aparafusada: A força de união gerada no momento em que junta foi montada via um torque (ou torque + ângulo) foi mantida? Houve perda de parte desta força de união? Quanto foi essa perda? Em uma junta aparafusada é preciso obter e manter uma força tensora (Fm) suficiente para integridade da união sem que ocorra deslocamento indesejado, transversal ou unilateral quando em serviço.
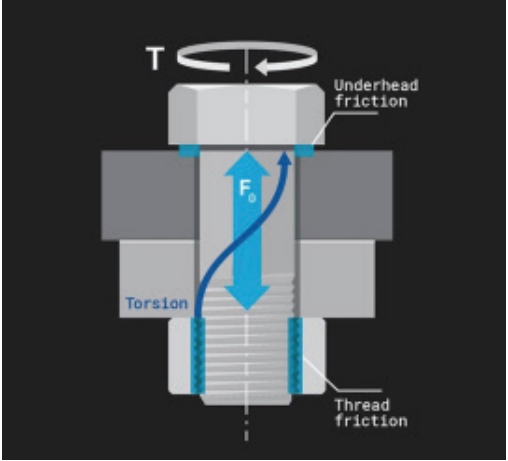
Figura 7: Estado cominado de tensões em uma união aparafusada
Na figura 7 acima, vemos que a força tensora F é gerada ao aplicar no parafuso o torque T e esta força tensora F (para um mesmo torque T) será tanto maior quanto menores forem os atritos entre as roscas e entre a superfície sobre a cabeça do parafuso e a contra peça ao qual tem contato.
Sabemos que a união aparafusada sofrerá perda de parte desta força tensora F gerada no momento da montagem e estas perdas ocorrem de forma estática e dinâmica e podem ter alguns fatores como causa , dentre eles podemos destacar: Deformação plástica em componentes da junta, auto desaparafusamento, erro de projeto na definição da força tensora adequada para suportar todos os esforços a que a junta será submetida, cargas dinâmicas transversas acima do que foi previsto em projeto, atritos elevados ou sem controle (que acabam gerando forças tensoras menores do que o desejado) etc.
Tecnologia na auditoria de torque
Para superar os erros na medição descritas no item "Erros de medição comuns", os fabricantes de chaves de torque adicionaram recursos a estas chaves que são projetadas para não serem "enganadas" por picos de torque usando na pratica a técnica usada pelo operador no momento da medição. Existem diferentes tecnologias que os fabricantes utilizam para fazer isso e em suma a base de todas é o registro da variação do torque contra a variação de ângulo do fixador de forma a medir o ângulo de giro desse fixador e o ângulo onde há a torção desse fixador antes do giro dele.
Formas de meedição
As chaves de auditoria de torque diferem das chaves padrão devido ao fato delas tentarem determinar ou pelo menos estimar, o ponto onde a rotação do fixador representa uma continuação da aplicação de torque inicial. Nas ferramentas de auditoria de torque residual, esta é uma função selecionável, pode-se escolher colocar a chave no modo de auditoria (para medir torque residual) ou medir no modo de pico padrão. As montadoras de automóveis têm em suas normas internas formas definidas para medir torque residual: por pico ou pela detecção do exato momento em que o parafuso gira sendo que o ideal é sempre independer do operador para medição correta do torque residual, embora em muitos casos, de muitos processos de medir torque residual, o operador é instruído a registrar o torque no momento que ele detecta ou “sente” que o parafuso se movimentou. Esse é um erro muito comum e muito representativo para gerar erros de medição do torque residual.
Como a chave determina o ponto correspondente ao torque residual, conforme mostrado nas Figuras *5 e *6 (*edição anterior), a resposta é que o torque residual ilustrados nas figuras *5 e *6 foram determinados graficamente por meio da análise da curva torque-ângulo e para o sucesso de uma correta determinação do torque residual, a chave de auditoria precisa ser programada com os parâmetros adequados para alguns fatores como rigidez da junta, comprimento do fixador etc. A observação da curva torque ângulo mostra que o torque residual estará sempre na intersecção de uma reta que contém uma região onde teremos uma grande variação de torque, contra uma pequena variação de ângulo contra uma reta que contém uma região onde temos uma variação menor de torque para uma variação maior de ângulo. Embora o objetivo seja claro, o comportamento da junta é muito variável e a forma da curva torque x ângulo nunca é exatamente a mesma. A melhor solução prática em um ambiente de produção, é fornecer uma ferramenta que determine automaticamente o torque residual independente da habilidade ou técnica do operador.
As ferramentas que têm essa capacidade permitem a qualquer pessoa com experiência mínima, notar que não é o valor de pico de torque que deva ser informado como resultado. Esse fato podemos ver na figura 8 a seguir onde temos uma norma VW que trata deste assunto.
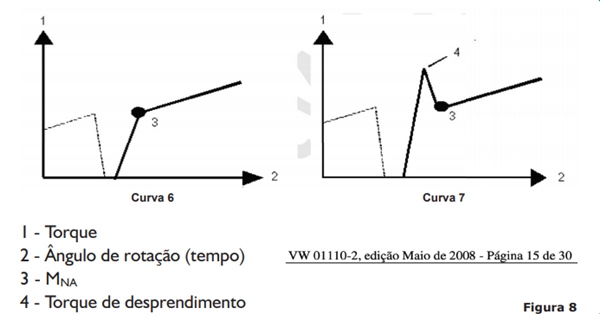
A figura 8 acima está contida na norma VW 01110-2 e mostra duas curvas com duas situações distintas para o torque residual, na curva 06 (numeração de figuras da norma VW) temos o valor do torque residual (ponto 03 do gráfi co) muito menor que o torque máximo do gráfico (torque de pico). Neste caso o uso do valor de pico com sendo o valor do torque residual vai indicar erro expressivo como podemos facilmente notar na curva 06.
Já na curva 07 vemos o fenômeno do atrito estático, que leva o torque a um valor maior que o torque residual num primeiro momento, depois decai para em seguida voltar a crescer. Se o valor de pico for usado no caso da figura 07 teremos novamente erro expressivo. Outro ponto é que algumas ferramentas tentam identifi car o torque residual separando o primeiro pico (ponto 4 da curva 07) do segundo pico (ponto fi nal da curva 07) mas esse também é outro erro já que vimos que nem sempre há esse pico gerado pelo atrito estático e essa é uma característica da junta e dos seus componentes, portanto não podemos contar com a existência desse primeiro pico. Outro erro que algumas ferramentas cometem é tentar detectar o torque pelo vale da curva, mas a curva 06 mostra o caso em que não temos vale! Portanto esta, também, não é uma forma adequada e correta de medir o torque residual. O correto e mais preciso é determinar graficamente o ponto 03, independente de existir primeiro pico, vale, atrito estático elevado ou não. Tem que se buscar uma forma gráfica, automática e correta de determinar o torque residual (ponto 3 nas curvas acima).
Pelo que vimos acima a forma correta e precisa para medir o torque residual são as mudanças na inclinação da curva torque-ângulo. Uma vez que uma indicação importante durante a rotação do fixador é a mudança na inclinação da curva torque x ângulo e é o mais próximo que podemos chegar de medir a rigidez sem medir a tensão no parafuso simultaneamente. As formas das curvas torque x ângulo e tensão x ângulo (que é uma medida verdadeira de rigidez) são idênticas se a relação torque-tensão (fator K) for constante, ou seja, se o efeito do atrito for constante. As chaves que medem torque residual devem então ter a capacidade de medir a inclinação/gradiente da curva torque x ângulo (∆Torque/grau) e deve de alguma forma identificar trechos onde temos gradientes constantes e desta forma identificar pelo menos dois segmentos onde temos estes gradientes distintos:
• Segmento da curva antes do giro do fixador
• Segmento da curva após início do giro do fixador
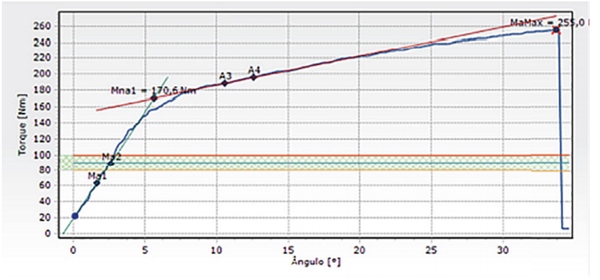
Figura 9: Curva torque x angulo - torque residual - Software STW (da Systek)
O segmento antes do giro do fixador é determinado pelos pontos Ma1 e Ma2, já o segmento após o giro do fixador é determinado pelos pontos A3 e A4. O torque residual será a intersecção destes dois segmentos, determinado de forma automática e sem qualquer dependência do operador. Os parâmetros Ma1, Ma2,
A3 e A4 serão função do tipo da junta, da sua rigidez, do comprimento do fixador etc. A correta parametrização desses pontos fará que a medida do torque residual independe da existência de atritos tomática e tecnicamente validada. Essa curva pode ser tanto visto na tela do computar via software STW como direto no display do torquímetro TGIRO no momento da medição. Na figura 9 acima temos o exemplo da medida do torque residual no momento da medição na tela do torquímetro.
Figura 9: Curva torque x ângulo - torque residual - Display do torquímetro TGIRO II (Systek)
Eng. Lídio Lima Andrade Jr.
Graduado em Engenharia Elétrica pela Faculdade de Engenharia Industrial (FEI), é cofundador e diretor da Systek Tecnologia, empresa expert em análise de juntas aparafusadas e equipamentos.
lidio@systek.com.br
A terceira parte deste artigo será publicada em nossa próxima edição.
 Edições on-line
Edições on-line 







 Edição 102
Edição 102