Artigos
O parafuso no nosso cotidiano.
Quanta Ciência e quanto menosprezo.
Casos relatados de Recalls – Parte Final
Aqui, o autor finaliza dedicando grande espaço a processos de fixação envolvendo implantes dentários, detalhes sobre fixadores pequenos e de relevância inquestionável
Aperto por Torque & Ângulo de Deslocamento
 Neste processo, na fase inicial denominada Pré-Torque, temos todas as vantagens (e desvantagens) citadas no Torque Seco.
Neste processo, na fase inicial denominada Pré-Torque, temos todas as vantagens (e desvantagens) citadas no Torque Seco.
Após alcançar o valor do Pré-Torque, fase dependente dos atritos, há uma etapa final, a fase angular, denominada Ângulo de Desloncamento, onde a apertadeira aplica um determinado ângulo, cujo valor refletirá num aperto na região elástica do parafuso ou na zona elasto-plástica do mesmo. (Foto - Dr. Roberto Garcia)
A fase angular deste tipo de aperto independe dos atritos e se se encerra na região elástica do Parafuso, depende exclusivamente das Resiliências dos componentes da Junta. Se o Projeto contempla aperto na zona elasto-plástica do Parafuso, temos um comportamento misto, ou seja, linear até o "Yield Point", obdecendo a Lei de Hooke e não linear, após o "Yield Point", respeitado as premissas da equação de Richards.
No exemplo selecionado, temos este comportamento misto, e se refere a um aperto dos Parafusos de Cabeçote, multi-junta, de um motor diesel, onde a combustão ocrre por compressão, sem um ignitor. Trata-se de um aperto (multi-fusos) extremamente crítico e de elevada resposabilidade funcional. Não por acaso os parafusos são 12.9 e o material (ligado) escolhido para a sua confeccção é bem nobre. Uma propriedade não normalizada, a Ductilidade, é de fundamental importância para esta aplicação de parafuso.
Na fase de Pré-Torque, o Torque Alvo é de 100 Nm e a fase Angular é de 200 graus de deslocamento. Por Projeto, o parafuso deve ultrapassar o seu "Yield Point", assegurando uma Força Tensora de no mínimo 70 kN (aprox. 7 toneladas) e a janela de Torque Resultante (e não mais Torque Alvo) deverá estar entre 150 e 200 Nm.
Na Figura 8 temos os principais aspectos deste processo de aperto misto, conhecido também como 'Torque & Ângulo.
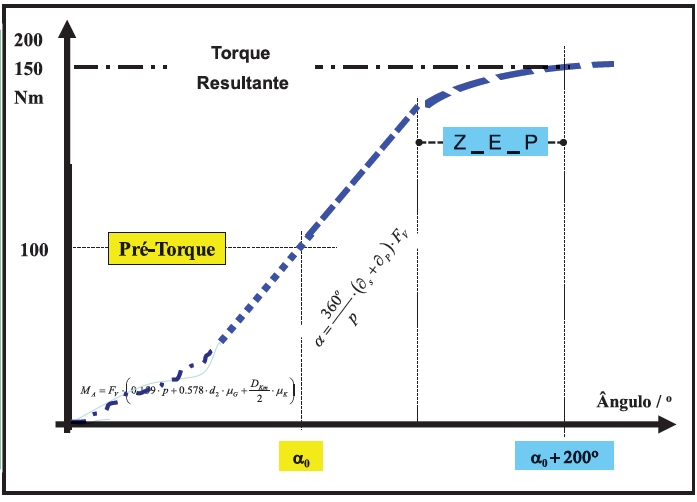
Figura 8: Representação gráfica do processo conhecido como "Torque & Ângulo".
Neste processo de aperto, devemos ressaltar a aplicação plena das Ciências dos Materiais, pois a construção do parafuso (no caso flangeado) e de mais de 100 mm de comprimento requer um material específico uma transformação térmica adequada e rigorosa, com ênnfase na ductilidade, propriedade não normalizada e como a faixa de torque resultante é exígua, se faz necessário um tratamento superficial com característica particulares com relação aos atritos, com especial atenção ao coeficiente de atrito da rosca, buscando-se o maior rendimento possível, bem como o comportamento deste revestimento na área de contato entre a flange do parafuso e o cabeçote, objetivando dissipar a menor energia possível, ou seja, a compatibilidade entre os materias é de fundamental importância. Por se tratar de uma multi-junta, com vários parafusos, a apertadeira é multi-fusos, onde o assentamento é primordial, daí a necessidade de que os apertos sejam sincronizados e como efeito colateral, este investimento calcado na tecnologia do aperto também resulta em maior produtividade e uma inquestionável qualidade.
O terceiro exemplo que quero compartilhar nesta edição, envolve implantes dentários.
O assunto me chamou a atenção quando tomei conhecimento da quebra de parafusos, durante o processo de aperto pelos profissionais da área e que tal condição tinha sido minimizada pela aplicação de um revestimento no corpo do parafuso, cuja bitola varia de 0,9 a 1,6 mm.
Perguntei então sobre o aspecto da face de fratura e me olharam como se eu fosse um extraterrestre. Não tinham a mínima idéia do que estava perguntando. Resolvi me aprofundar um pouco mais no assunto.
A primeira informação que encontrei dizia respeito à força exercida no processo de mastigação. O valor médio é de 30 Kgf/ploegada quadrada (690 MPa) e força máxima pode chegar até a 50 Kgf.polegada quadrada (1150 MPa), nos molares.
A Figura 9 abaixo, mostra os quadrantes do lado 9 abaixo, mostra os quadrantes do lado esquerdo da boca de um ser humano, com idade de 21 anos. Na parte superior temos o maxilar e na inferior, a mandíbula:
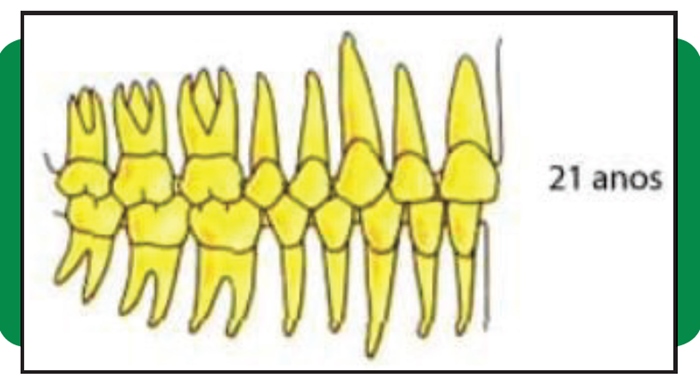
Figura 9: Representação esquemática mostrado o IIo. e IIIo. quadrantes, maxilar e mandíbula, lado esquerdo da boca.
Para saber qual é a Pressão axial exercida na mastigação é necessário conhecer a área de contato (multicúspide) entre os dentes molares, do maxilar e da mandíbula. Como essa informação não encontrei, solicitei a amigos dois molares, um superior e um inferior e medi as áreas. A área resistiva encontrada foi da ordem de 10 mm², logo é possível imaginar a pressão exercida no processo de mastigação, no caso trituração, pois se trata dos dentes molares.
No Implante Dentário, inicialmente, temos a inserção de uma bucha, denominado implante, na região óssea da madíbula, pois vamos nos ater a um implante dentário no IIIo. quadrante. O Torque aplicado no implante é da ordem de 32 Ncm (Newton.centímetro) [Ref. 19].
Como se está introduzindo um corpo estranho, há a necessidade de um período de aproximadamente noventa dias, onde o organismo incorporará o implante e num processo de integração óssea, ocorrerá o caldeamento do metal no osso, pois agora o implante fará parte do corpo humano. Se houver rejeição, uma nova técnica será aplicada. Considerando que não houve rejeição e que neste período a protese foi manufaturada, a próxima etapa é o aparafusamento propriamente dito.
Na Figura 10 temos uma representação gráfica do que é um implante dentário.

Na Figura 11 são mostrados os elementos de fixação e os respectivos torques de aperto. Assim temos que inicialmente o implante foi apertado na mandíbula e neste implante será introduzido o Pilar Protético, que será apertado com 32 Ncm e finalmente o parafuso, que dependendo da bitola, será de 15 Ncm para M0,9 e 32 Ncm para M1.2 e M1,6.

Figura 11: Fotos dos elementos de fixação utilizados num implante dentário
Outra condição fundamental é que o implante deve ser fixado perpendicularmente à mandíbula, para que as cargas sejam axiais. Dependendo de qual dente será substituído pelo implante dentário, o topo do Pilar Protético terá uma construção específica, para que os esforços mecânicos que ocorrem durante a mastigação, sejam concentrados no implante, já consolidado ósseamente.
Na Figura 12 temos o Pilar Protético e como o mesmo será fixado perpendicularmente no implante.
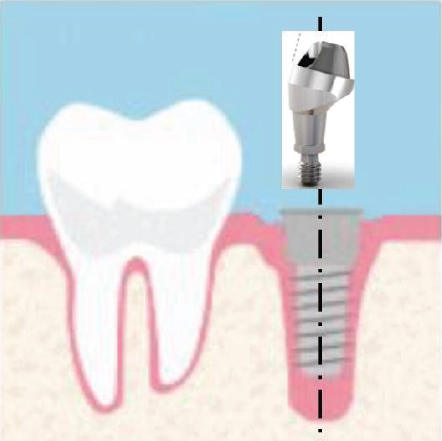
Figura 12: Foto do Pilar e uma representação gráfica de como o implante está inserido na mandíbula e o posicionamento futuro do citado Pilar Protético.
Finalmente, temos a Coroa, que será fixada ao Pilar Protético. Na Figura 13, o parafuso mostrado é um M1,2 e o torque será da ordem de 32 Ncm.
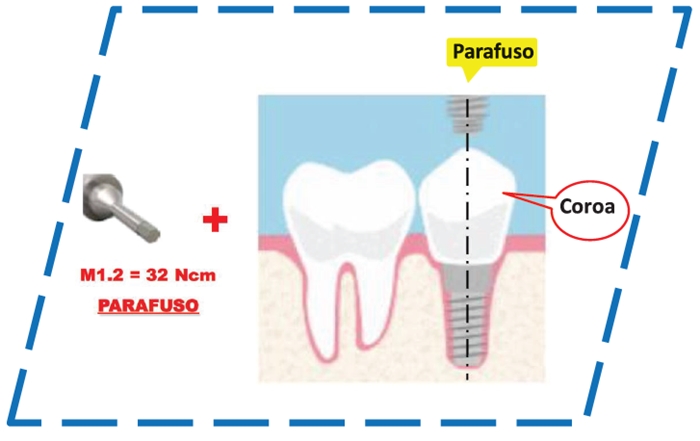
Figura 13: Implante Dentário completo: Implante (“bucha”) + Pilar Protético + Coroa + Parafuso M1,2, cujo torque de aperto é da ordem de 32 Ncm.

Figura 14 A: Foto da Apertadeira.
Figura 14 B: Detalhe do "transdutor de Torque", onde o profissional da área de Odontologia busca 32 Ncm, pois o exemplo se refere a um parafuso M1,2.
A estratégia de aperto é por Torque Seco, cujo Torque Alvo será de 32 Ncm, à semelhança como já mostrado na Figura 7.
Na Figura 14.A temos uma foto de uma Apertadeira, cujo custo é da ordem de US$ 200. Na Figura 14.B, em "zoom", o detalhe do "transdutor de torque" e a sua "extrema" precisão.
Convém citar que todos os materiais utilizados num implante dentário devem ser compatíveis com os líquidos linfáticos de um organismo vivo, logo há muita Ciência dos Materiais bem como uma Bioengenharia de última geração neste procedimento.
O material mais comumente utilizado é uma liga de Ti – Al – V (Titânio, Alumínio e Vanádio), não tóxico, compatível com os tecidos ósseos e deve resistir à elevadas forças mecânicas tais como: compressão, tração, torção, bem como à corrosão e ao desgaste.
Uma nova geração de material está em desenvolvimento, os implantes de Zircônia (Dióxido de Zircônio), material cerâmico e muito duro.
Como a possibiliade de relaxamento desta junta é enorme, o "implantado" passa agora a ter necessidades de revisões periódicas, onde o parafuso será reapertado, se necessário for.
Toda a Ciências dos Materiais aplicada no implante dentário, a Bioengenharia visando uma interação perene de um corpo estranho em um organismo vivo, fica pendente de um processo de aperto mínimamente confiável. Quanto menosprezo.
"Recalls"
Da mesma forma que dois pontos definen uma reta e três pontos um plano, a sustentabilidade de um Produto se apoia em três pilares pétreos, a saber: Projeto, Processo e Qualidade.
Qualquer não conformidade em um desses pilares já se avistará nuvens negras no horizonte. Dá para imaginar quão torrencial será a "chuva" pela combinação de duas não conformidades e o verdadeiro "tsunâmi" se os três pilares pétreos estiverem comprometidos.
Selecionei três exemplos de "recall"
O primeiro, bem antigo, de 2003, é mostrado na Figura 15:
COMUNICADO
A GENERAL MOTORS DO BRASIL LTDA. está convocando alguns proprietários de veículos BLAZER / PICKUP S10, modelo 2003, com número de chassis dentre os abaixo identificados, a comparecer para que seja feita a verificação e eventual substituição das rodas e das porcas de fixação.
Isso se faz necessário por ter sido constatada a possibilidade de ocorrência de uma não conformidade no processo de fabricação das rodas realizado pelo fornecedor, que pode causar perda do torque de fixação e conseqüente desprendimento da roda. Para seu conforto, verifique se o seu veículo está entre os envolvidos nessa campanha, através do Centro de Atendimento ao Cliente Chevrolet (0800 702-4200) ou pela Internet (www.chevrolet.com.br).
-Modelo Blazer e S10
-Número de Chassis 3C410348 à 03C413450
-Ano de fabricação 20/01/2003 - 31/01/2003
Este serviço é gratuito, devendo ser agendado a partir de 07 de maio de 2003 na concessionária GM mais próxima
O segundo, bem recente, é apresentado na Figura 16.
VOLKSWAGEM DO BRASIL
Título: PASSAT
Data Início: 22/04/2019
Descrição: Veículos Passat, fabricados entre 2016 e 2017, em razão da possibilidade de falha na fixação do painel frontal do teto solar podendo causar sua soltura, com risco de acidentes com danos físicos e materiais a terceiros.
Medida de Correção: Substituição gratuita do painel frontal do teto solar.
Relato de acidentes: NÃO.
Figura 16: Recall VWB - Falha na fixação do teto solar - Passat.
O último exemplo não é propriamente um "recall" pois não passou pelo Ministério da Justiça, porém o Comunicado teve sua origem na Ascom - Assessoria de Comunicação / Anvisa - Agência Nacional de Vigilância Sanitária. na data de 06/06/2017:
"A 'Operação Fake' já apreendeu cerca de 75 mil implantes falsificados, em São Paulo.
Esta operação teve início a partir de denúncias da ABIMO - Associação Brasileira da Indústria de Artigos e Equipamentos Médicos e Odontológicos, que citava um "surto" de Parafusos espanados dentro de implantes dentários".
Espero ter contribuído no sentido de explanar que apesar dos elementos de fixação - que não possuem valor agregado com relação ao seu custo - têm muita Ciência envolvida, tanto no seu processo de fabricação como nos processos de apertos e na sua responsabilidade funcional. Quando "não funcionam", o seu custo realmente é elevado, assim devemos também ter visão "High Tech" com os meros parafusos, porcas, prisioneiros, rebites etc.
Dr. Roberto Garcia
• Consultor técnico, bacharel em química, mestre e doutor em físico química pela UNESP (Universidade Estadual Paulista), onde é pesquisador colaborador do GEMAT - Instituto de Química (roberto.2.garcia@gmail.com).
• Mentor na Assahi Maquinas e Equipamentos Ltda. - Fastening Tecnologies Division (garcia@assahimaquinas.com.br).
 Edições on-line
Edições on-line 







 Edição 102
Edição 102